Изобретение относится к нанесению металлических покрытий и может быть использовано в различных сферах машиностроения для защиты изделий от воздействий высоких температур, агрессивных сред и механических повреждений.
Цель изобретения - повышение качества покрытия за счет увеличения его толщины.
Выполнение в элементе из материала покрытия полостей, заполненных политетрафторэтиленом, позволяет при переносе ворсом щетки материала покрытия и политетрафторэтилена на обрабатываемую поверхность получать толстое покрытие, т.е. покрытие получается высокого качества. Выполнение полостей суммарной площадью поперечного сечения Sn 10-20% от площади поперечного сечения элемента из материала покрытия позволяет получать покрытия значительной толщины и с хорошими механическими свойствами, т.е. высокого качества.
Если Sn 10% от 5э, то на поверхность обрабатываемого изделия переносится слишком малое количество политетрафторэтилена и толщина покрытия получается малой. Если Sn 20% от Зэ, то на поверхность обрабатываемого изделия переносится слишком большое количество политетрафторэтилена и покрытие получается с низкими механическими свойствами, т.е. низкого качества. Если Sn 10-20% от 5э, то получается толстое покрытие с хорошими механическими свойствами, т.е. высокого качества.
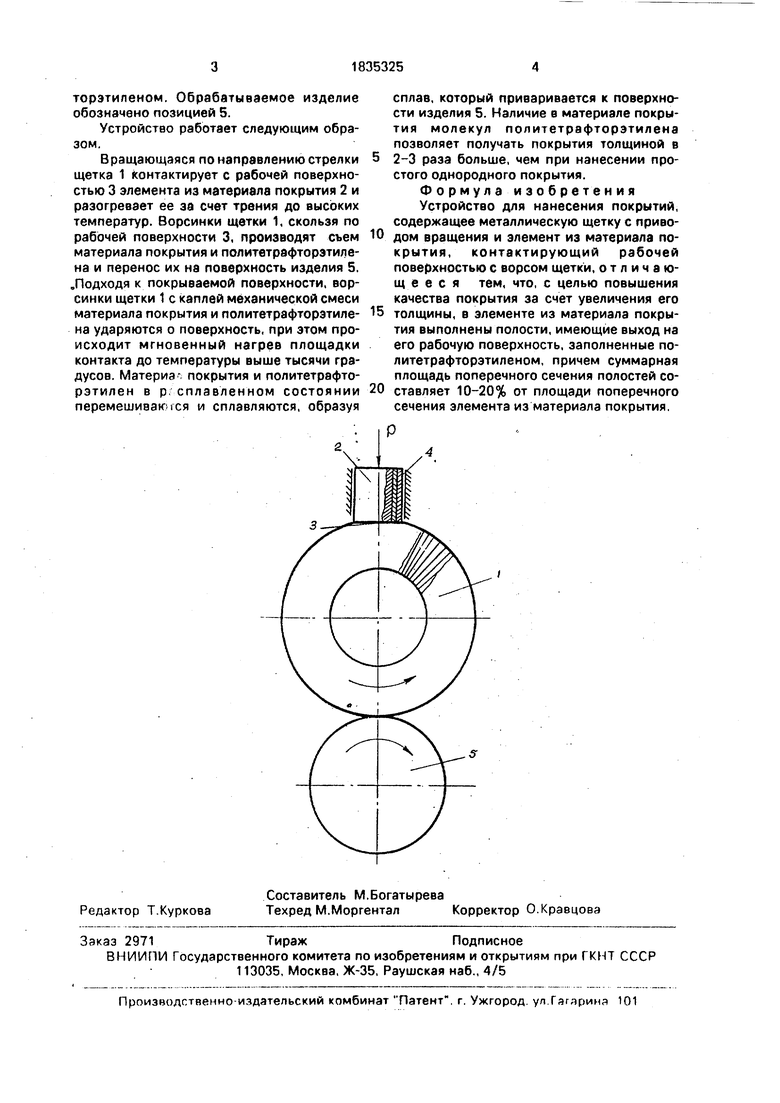
На чертеже изображен общий вид устройства.
Устройство для нанесения покрытий на изделия включает металлическую щетку 1 с приводом вращения (не показан), элемент из материала покрытия 2, контактирующий рабочей поверхностью 3 с ворсом щетки 1. В элементе из материала покрытия 2 выполнены полости 4, имеющие выход на рабочую поверхность 3 и заполненные политетрафЈ
00 Сл СЛ СО КЗ СЛ
торэтиленом. Обрабатываемое изделие обозначено позицией 5.
Устройство работает следующим образом.
Вращающаяся по направлению стрелки щетка 1 контактирует с рабочей поверхностью 3 элемента из материала покрытия 2 и разогревает ее за счет трения до высоких температур. Ворсинки щетки 1, скользя по рабочей поверхности 3, производят съем материала покрытия и политетрафторэтилена и перенос их на поверхность изделия 5. „Подходя к покрываемой поверхности, ворсинки щетки 1 с каплей механической смеси материала покрытия и политетрафторэтилена ударяются о поверхность, при этом происходит мгновенный нагрев площадки контакта до температуры выше тысячи градусов. Материал покрытия и политетрафторэтилен в расплавленном состоянии перемешивакягея и сплавляются, образуя
0
сплав, который приваривается к поверхности изделия 5. Наличие в материале покрытия молекул политетрафторэтилена позволяет получать покрытия толщиной в 2-3 раза больше, чем при нанесении простого однородного покрытия.
Формула изобретения Устройство для нанесения покрытий, содержащее металлическую щетку с приводом вращения и элемент из материала покрытия, контактирующий рабочей поверхностью с ворсом щетки, отличающееся тем, что, с целью повышения качества покрытия за счет увеличения его толщины, в элементе из материала покрытия выполнены полости, имеющие выход на его рабочую поверхность, заполненные политетрафторэтиленом, причем суммарная площадь поперечного сечения полостей со- 0 ставляет 10-20% от площади поперечного сечения элемента из материала покрытия.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2008367C1 |
| Устройство для нанесения металлического покрытия на поверхность изделия | 1986 |
|
SU1450882A1 |
| Устройство для нанесения металлических покрытий на изделия | 1987 |
|
SU1579744A1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2002 |
|
RU2210504C1 |
| Устройство для нанесения покрытий | 1988 |
|
SU1590354A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2362664C2 |
| Способ изготовления подшипника скольжения | 1988 |
|
SU1608379A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2360034C2 |
| Способ нанесения покрытий из алюминия и его сплавов | 1989 |
|
SU1687646A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 2003 |
|
RU2235150C1 |
Использование: при нанесении металлических покрытий на изделия для повышения качества покрытия за счет увеличения его толщины. Сущность: в элементе из материала покрытия выполнены полости, имеющие выход на его рабочую поверхность и заполненные политетрафторэтиленом. Суммарная площадь поперечного сечения полостей составляет 10-20% от площади поперечного сечения элемента из материала покрытия. 1 ил.
