Изобретение относится к механизированной обработке деталей из различных Материалов, в частности, к способам обработки заготовок из янтаря.
Цель изобретения - повышение производительности:
При м е р 1. (Нижепредельное содержание компонентов).
Предварительно обработанным заготовкам янтаря любым известным способом, например, формообразованием в цилиндрическом шлифбарабане, придают форму вставок: гладких круглых бус из прессованного янтаря, мелких натуральных бус (галь- (си), гладких бус из натурального янтаря и др. Исходная шероховатость поверхности составляет RZ 20 мкм. В вибрационной установке смешивают абразивную смесь, обрабатываемые детали и воду. Абразивная смесь в следующем соотношении, мас.%:
Наполнитель мельхиор
03-5 мм, 1 8-15 мм 86
Микрошлифпорошок
сорид титана М144
Триэтаноламинолеат 2
ВодаОстальное
Соотношение абразивной смеси и деталей 1:1.
Режим работы вибрационной установки: амплитуда колебания -горизонтальная составляющая 1-3 мм, вертикальная Т-2,5 мм, частота колебаний 150-200 Гц. Перемешивание абразивной смеси и обрабатываемых деталей из янтаря в вибрационной установке обеспечивает обработку деталей до достижения шероховатости, которая со ответствует эталону. После получения поверхности необходимого качества обработка прекращается, фиксируется время и определяется шероховатость, которая составляет 0,19 мкм. Время испытаний 120
00 СА) XI
О
сяЈ
мин. Царапин и следов инструмента на поверхности изделий из янтаря не наблюдается, После окончания обработки с помощью специального устройства (сепаратора) отделяют готовые изделия из абразивной смеси. При загрузке в установку ТВУ-70 (объем вибробункера 80 л) 59 мас,% заготовок из янтаря это равно примерно 40 кг обрабатываемых деталей из расчета 2-х часового цикла обработки. Следовательно, производительность обработки 20 кг деталей в час при среднем весе одной заготовки из янтаря 0,8 г, это составляет 25. тыс. деталей в час по сравнению с 1,5 тыс. деталей, обрабатываемых по базовому техпроцессу, т.е. производительность повышается в 12,8 раза.
Г р и м ер 2. (Оптимальный состав). В вибрационной установке смешивают абразивную смесь, обрабатываемые детали и воду. Абразивная смесь в следующем со- отношении, мас.%:
Наполнитель мельхиор 03-5 мм, I - 8-15 мм, Z. среза 30-68°, отходы кожи 10-15 мм, шириной 3-5 мм, толщиной 2-3 мм в соотношении 2:188,7. Микрошлифморошок злектрокорунд2,7 Триэтанолзминолеат 2,7 ; ВодаОстальное Соотношение абразивной смеси и деталей составляет 53% к. 47%.
Режим работы вибрационной установки тот же, время испытаний 2 ч. В процессе испытаний ведется непосредственный зрительный контроль качества обработки. После получения частоты поверхности, соответствующей эталону, обработка прекращается, определяется шероховатость, которая составляет Ra 0,15 мкм. Производительность обработки составляет 23,5 тыс. деталей в час, т.е. повышается в 12 раз.
Л р и ме р 3. (Верхнепредельное содержание компонентов).
Осуществляют загрузку абразивной смеем, обрабнтываемых деталей и воды в установку. Абразивная смесь в следующем глотно1 нпи. мае. %:
..
Наполйитель мельхиор
01,5-3 мм, 1 5-8 мм,
L среза 60-80°91,0
Микрошлифпорошок
электрокорунд 5марки 24А5,4
Триэтаноламинолеат ; 0,9
ВодаОстальное
Соотношение абразивной смеси и обрабатываемых деталей 56% к 44%.
Время испытаний до получения шерохо- 10 ватости, которая соответствует эталону, составляет 2 часа, шероховатость Ra 0,21 мкм. Производительность обработки составляет 22 тыс. деталей в час, т.е. повышается в 11,3 раза.
Отделение деталей от абразивной смеси «,- производят с помощью сепаратора, а отделочную обработку - на бязевых полировальных кругах.
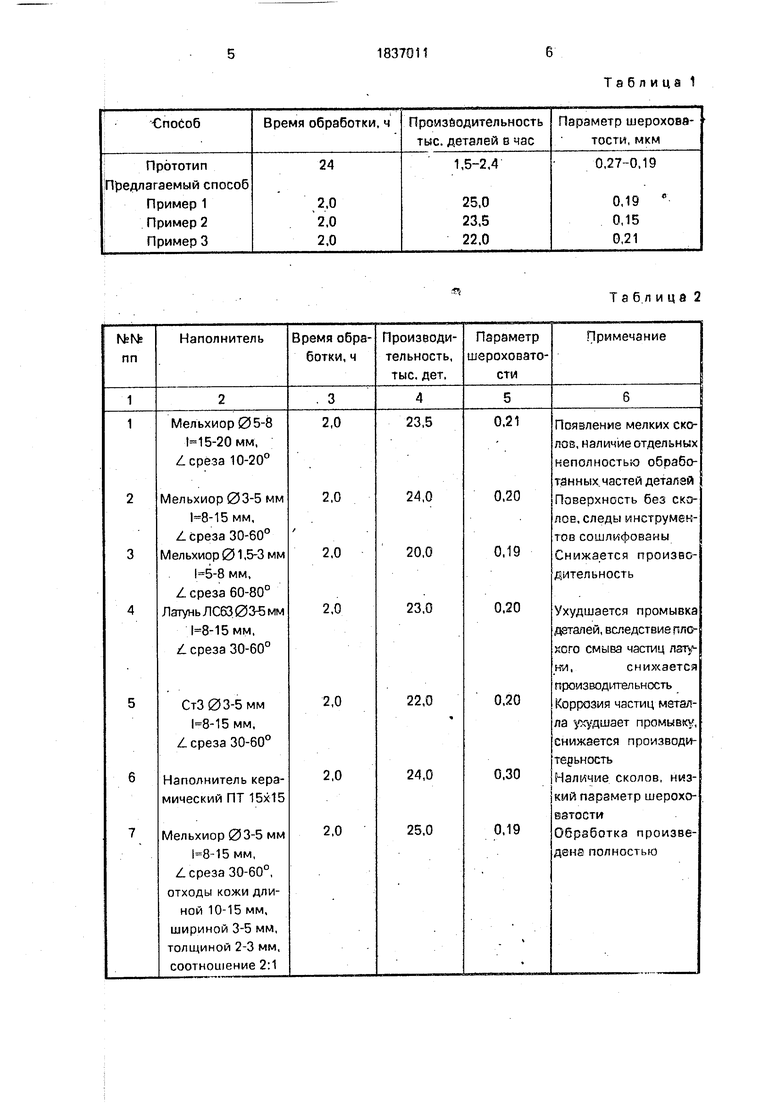
Результаты испытаний известного, предлагаемого и выходящего за пределы предлагаемого способа приведены в табл. 1.
В качестве наполнителя испытывались 2® различные материалы. Результаты испыта- Ний-сведены в табл. 2.
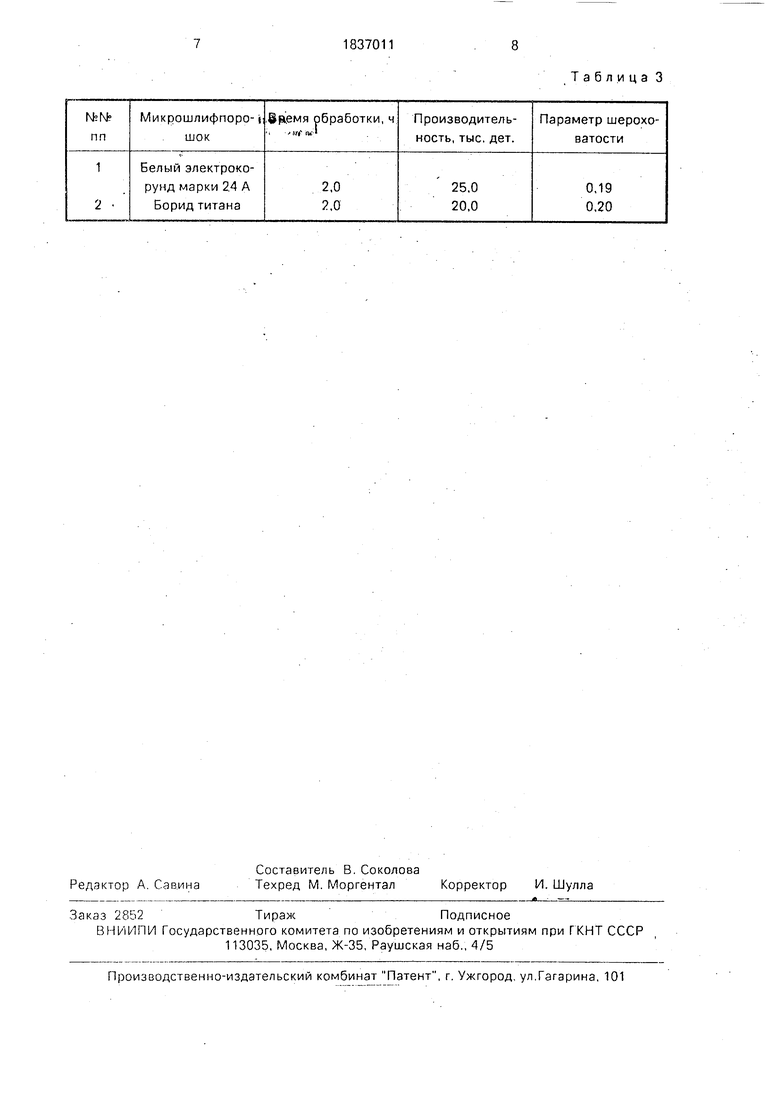
При подборке микрошлифпорошка были опробованы различные материалы с целью подбора наиболее эффективного абразива. Все микрошлифпорошки брались в 25 пределах 2% от остальных компонентов. Результаты испытаний сведены в табл. 3.
Форму л а.изобретения
Способ обработки изделий из янтаря путем загрузки во вращающуюся емкость обрабатываемых изделий и абразивной 30 смеси, включающей наполнитель, микро- шлифпорошок и воду, перемешивание до получения заданной шероховатости на изделиях и отделение их от абразисной смеси, отличающийся тем, что, с целью повышения производительности при сохра- 35 нении качества, используют абразивную смесь состава, мас.%: наполнитель: волокна мельхиора диаметром 3-5 мм, длиной 8-16 мм с косым срезом под углом 30-60°,. и отходы кожи, длиной 10-15 мм, шириной 3-5 мм и толщиной 2-3 мм в объемном соотношении 2:1 - 80-94, Микрошлифпорошок - 2-6, вода 3-10, триэтаноламин 0,5-2,0, при этом количество абразивной смеси составляет 50-56% от общей массы, которую загружают в емкость.
40
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННЫЙ ОБРАБОТКИ | 2013 |
|
RU2542915C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2002 |
|
RU2225287C2 |
| Состав для вибрационной обработки | 1988 |
|
SU1613473A1 |
| Раствор для виброабразивного полирования металлов | 1983 |
|
SU1125294A1 |
| Состав для механизированной обработки деталей | 1990 |
|
SU1774945A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ НАПОЛНИТЕЛЯ, ИЗГОТОВЛЕННОГО ИЗ ЯНТАРЯ | 1998 |
|
RU2151700C1 |
| Способ отделочно-зачистной обработки изделий в контейнере | 1989 |
|
SU1726212A1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И МАССА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2169657C1 |
| Состав медик-2 для объемной обработки деталей из нержавеющей стали | 1978 |
|
SU753885A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2076038C1 |
Способ обработки деталей из янтаря. Сущность изобретения: во вращающуюся емкость загружают янтарные изделия и 50- 56% абразивной смеси состава, мас.%: наполнитель волокна мельхиора диаметром 3-5 мм, длиной 8-15 мм с косым срезом под углом 30-60 и отходы кожи длиной 10-15 мм, шириной 3-5 мм и толщиной 2-3 мм в объемном соотношении 2:1 80-94, микро- шлифпорошок 2-6, вода 3-10, триэтанола- мин 0,5-2. Продолжительность процесса 20,0-24,0, тыс.дет. за 2 ч, шероховатость 0,19-0,21.3 табл.
я
Та 6.л и ц а 2
Таблица 3
