Изобретение относится к технологии машиностроения и может быть использовано при отделочно-зачистной обработке в контейнере изделий машиностроительных отраслей.
Цель изобретения - повышение производительности процесса обработки путем управляемого изменения траектории контейнера.
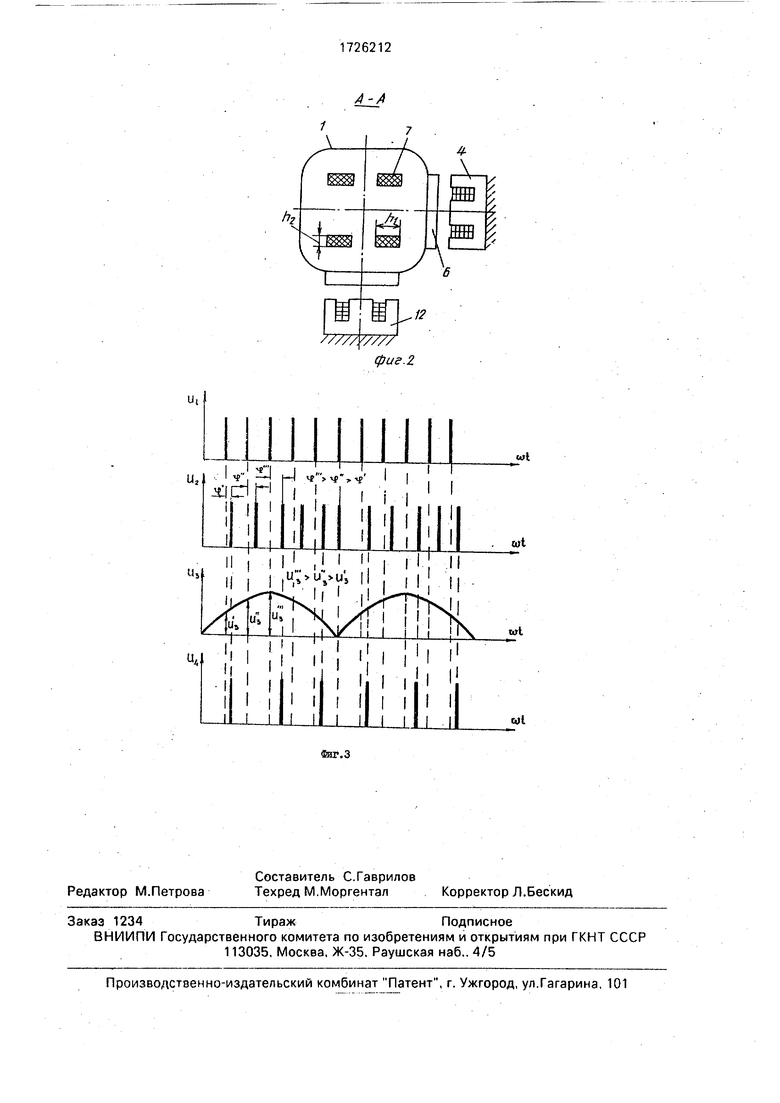
На фиг.1 изображено устройство для осуществления предлагаемого способа; на фиг.2 - сечение А-А на фиг.1; на фиг.З - диаграммы напряжений на выходах элементов на фиг.1.
Способ осуществляют следующим образом.
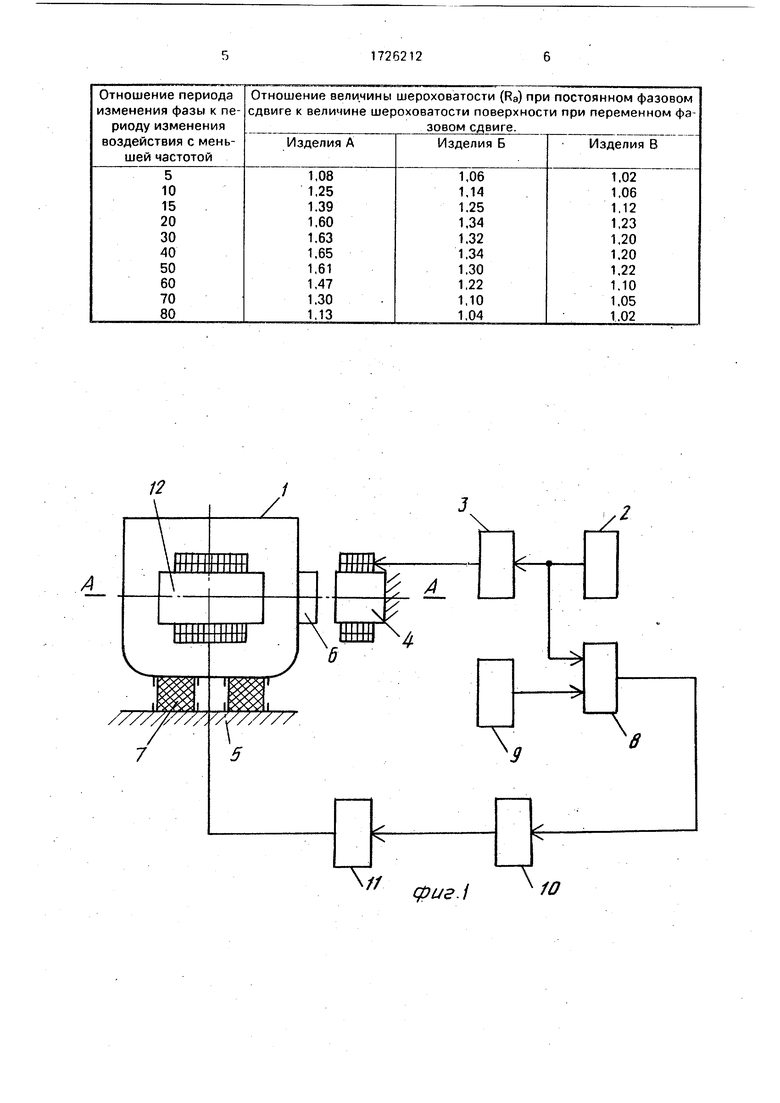
В контейнер 1 устройства отделочно-зачистной обработки загружают изделия с обрабатывающей средой (не показаны). Устройство подключают к питающей электрической сети. На выходе генератора 2 прямоугольных импульсов появляется последовательность однополярных прямоугольных импульсов Ui, которые после усиления по мощности в первом усилителе 3 мощности подают на первый электромагнит 4, установленный на станине 5 устройства. Первый якорь 6, закрепленный на контейнере 1. взаимодействуя с первым электромагнитом 4, приводит контейнер 1. опирающийся на упругие элементы 7, в колебательное движение в направлении установки первого электромагнита 4. Частота и амплитуда колебаний контейнера 1 при этом определяются соответственно частотой следования и амплитудой (или длительностью) импульсов Ui.
Одновременно с выхода генератора 2 прямоугольных импульсов напряжение Ui направляют на первый вход управляемого фазосмещающего устройства 8, на выходе которого образуется последовательность однополярных импульсов U2 по частоте следования, амплитуде и длительности повторяющих импульсы Ui, но сдвинутая относительно импульсов Ui на угол р, опре(Л
С
vj
1Ч
О Ю
ГО
делаемый напряжением Уз на выходе генератора 9 колокольных импульсов, поступающим на второй вход фазосмещающего устройства 8. С выхода последнего напряжение U2 через делитель 10 частоты и второй усилитель 11 мощности подают на второй электромагнит 12, что приводит к колебаниям контейнера в направлении установки второго электромагнита с частотой следования импульсов 1)4 на выходе делителя 10 частоты и амплитудой, зависящей от амплитуды или длительности импульсов U4. Частоты вибраций в различных направлениях не равны одна другой, находятся в рациональном отношении и расположены в интервале частот 15-50 Гц. Амплитуду вибрации в каждом направлении выбирают из интервала 0,5-9 мм, при этом с понижением частоты колебаний амплитуду колебаний необходимо увеличивать, так какотделочно- аачистнал обработка изделий эффективно
осуществляется при виброускорениях А иг, где А, а соответственно амплитуда и час- тога колебаний), находящихся в интервале 20 -150м/с2.
Плагодаря воздействию на контейнер двухчастотной вибрации траектории частиц абразивного наполнителя соответствуют фигурам Лиссажу. При непрерывном и периодическом изменении фазового сдвига между разночастотными вибрационными воздействиями траектория контейнера деформируется. При этом количество соударений абразивного наполнителя с изделиями, в частности с теми участками их поверхностей, которые испытывают наименьшее количество соударений, увеличивается. При негармоническом законе смещения фаз вибрационных воздействий повышения производительности обработки не происходит.
Для используемых в способе диапазонах частот и амплитуд вибраций и широкого класса обрабатываемых изделий (изделий, образованных сочетанием шаровых и плоских поверхностей, изделий с углубления- .ми, отверстиями) установлено, что периодом изменения фазы, обеспечивающим максимум дополнительного приращения производительности, является период, превышающий период изменения воздействия с меньшей частотой в 20-50 раз, при этом меньшие значения величины превышения используют при обработке изделий более сложной формы.
Пример. Обработку осуществляют на установке, представленной на фиг.1. В контейнере емкостью 5 л в качестве наполнителя используют смесь абразивного микропорошка 24 AM1Q-M14, металлических шариков диаметром 2 мм. пасты ГОИ и обрезков фетра. В качестве жидкостной среды используют смесь мыльного раствора, стеариновой кислоты и уайт-спирита, при этом масса каждого компонента в 1 л среды составляет 0,1 кг. Соотношение объемов деталей, наполнителя и среды составляет 1:4:1. На первом этапе осуществляют выбор
соотношения частот вибровоздействий при нулевом фазовом сдвиге между ними, при котором достигается максимальная производительность обработки. Для оценки производительности обработки измеряют
начальную шероховатость поверхности обрабатываемых изделий и шероховатость поверхности после трехчасовой обработки.
В таблице приведены результаты обработки изделий трех типов.
Изделия А образованы шаровой и плоской поверхностями, диаметр изделий 25 мм, начальная шероховатость Ra 2, 8; параметры вибраций: ю 50 Гц, OJ2 2,5 Гц, AI 0,5 мм, А2 1,2 мм: шероховатость
обработанной поверхности при постоянном фазовом сдвиге Ra 0,8. Изделия Б выполнены в виде крестовины размером 30x30 мм, ширина и толщина лопасти соответственно 12 и 4 мм, начальная шероховатость Ra2,2;f
параметры вибраций: ол 48 Гц, ия 16 Гц, Ач 0,6 мм, Аа 2 мм; шероховатость обработанной поверхности при постоянном фазовом сдвиге Ra 0,95. Изделия В представляют собой изделия варианта Б, но
со сквозным центральным отверстием 8 мм, параметры вибраций: ш 48 Гц, 0)2 - 32 Гц, AI 0,6 мм, А2 2 мм, шероховатость обработанной поверхности при постоянном фазовом сдвиге Ra 1,1.
Формула изобретения
1.Способ отделочно-зачистной обработки изделий в контейнере, включающий воздействие на контейнер двухчастотной
вибрации во взаимноперпендикулярных плоскостях с частотами, находящимися в интервале 15-50 Гц, и амплитудами, находя- щимися в интервале 0,5-9 мм, о т л и ч а ю- щ и и с я тем, что, с целью повышения
производительности процесса обработки изделий путем управляемого изменения траектории контейнера, воздействия во взаимно перпендикулярных плоскостях периодически смещают по фазе друг отноительно друга по гармоническому закону.
2.Способ по п.1,отличающийся тем, что период смещения по фазе в 20-50 раз превышает период воздействия с меньшей частотой.
/////Y/77/
фие.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2002 |
|
RU2225287C2 |
| Способ объемной вибрационной обработки деталей | 1975 |
|
SU566716A1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| Способ упрочнения внутренних поверхностей каналов деталей | 2021 |
|
RU2788444C2 |
| Способ обработки деталей из янтаря | 1989 |
|
SU1837011A1 |
| СПОСОБ ОБРАБОТКИ АЛМАЗОВ | 2012 |
|
RU2543392C2 |
Использование: технология машиностроения при отделочно-зачистной обработке изделий в контейнере. Сущность изобретения: на контейнер с изделиями и абразивным наполнителем воздействуют двухчастотной вибрацией во взаимно перпендикулярных плоскостях с частотами 15- 50 Гц и амплитудами 0,5-9 мм. Воздействия во взаимно перпендикулярных плоскостях периодически смещают по фазе одно относительно другого по гармоническому закону. Период смещения по фазе в 20-50 раз превышает период воздействия с меньшей частотой, 1 з.п. ф-лы, 3 ил., 1 табл.
| Вибромашина для вибрационной обработки деталей | 1977 |
|
SU740483A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
