Изобретение относится к футерованию цилиндрических поверхностей эластомер- нымм материалами и может быть использовано при футеровании канатных шкивов, барабанов, роликов ленточных конвейеров и|т.п.
i Изобретение характеризуется тем, что в футеровке каждая пластина выполнена в виде эластомерного замкнутого петлеобразного элемента, неподвижно закрепленного на цилиндрической поверхности барабана с. натягом. При этом каждая пластина с внешней и внутренней сторон может быть выпол- йена с выступами и впадинами, причем выступы каждой из пластин сопряжены с впадинами каждой смежной пластины.
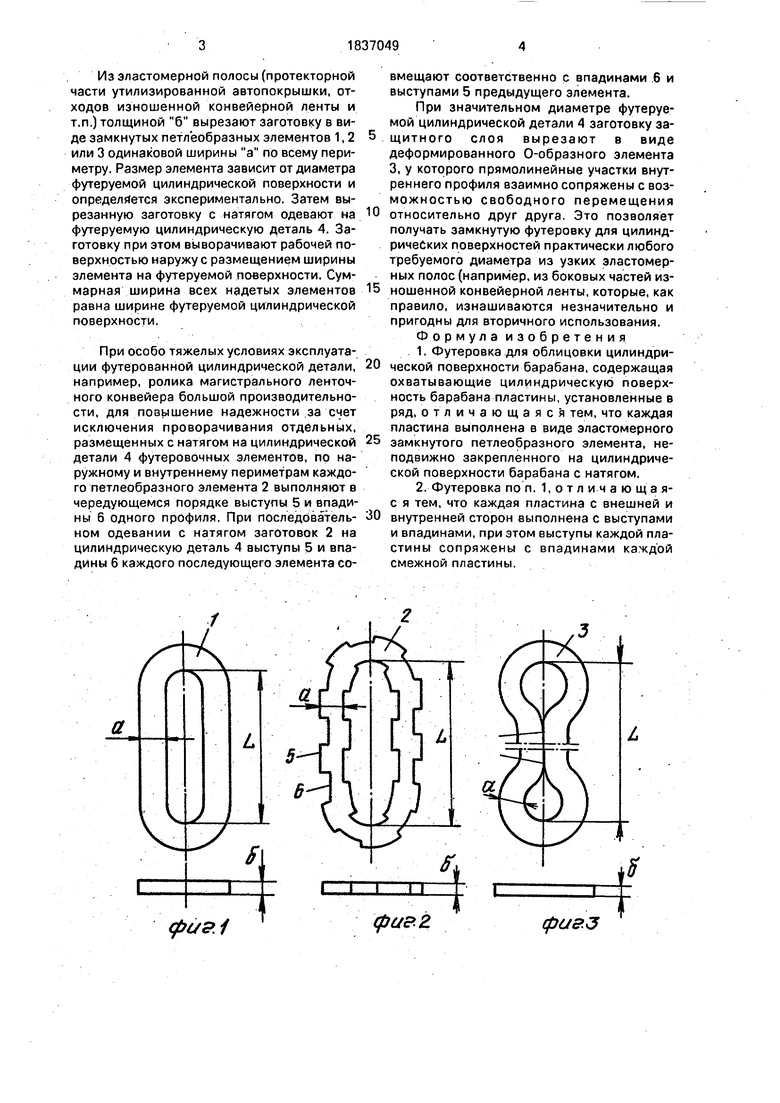
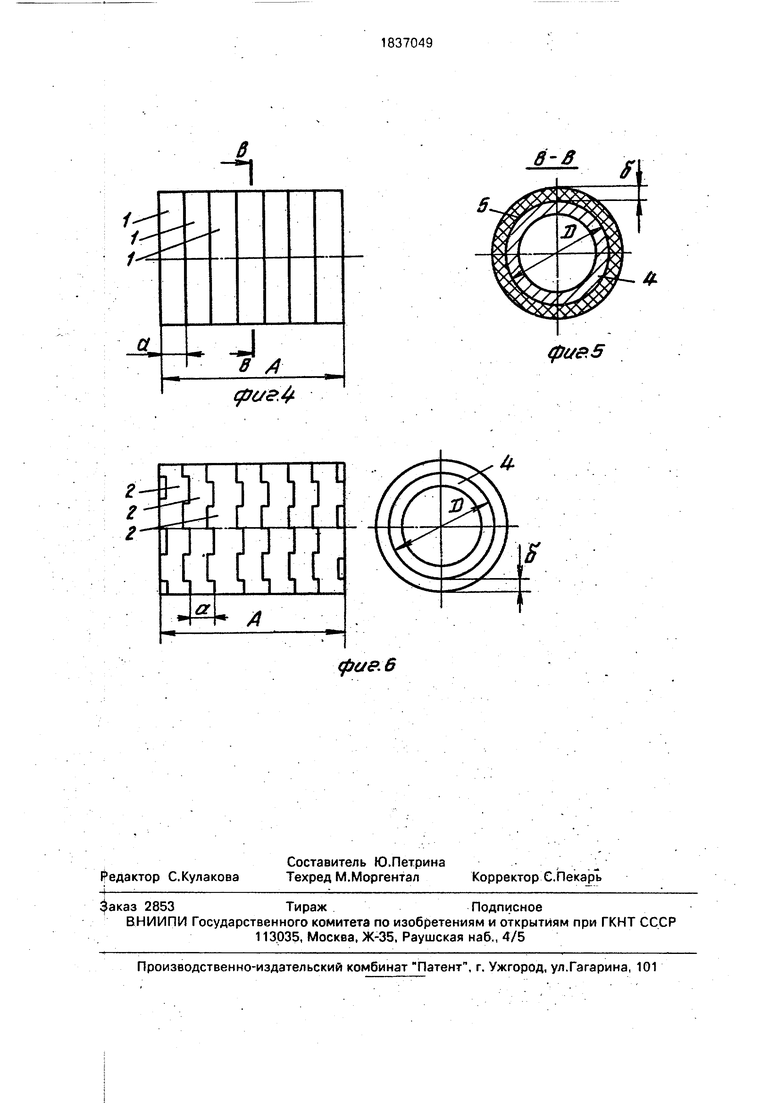
На фиг. 1 изображена заготовка защитного слоя из эластомерного листа, в виде замкнутого петлеобразного элемента; на фиг. 2 - заготовка защитного слоя, по наруж- Ному и внутреннему периметрам которой в|ыполнены в чередующимся порядке высту- Ны и впадины одного профиля; на фиг. 3 заготовка защитного слоя в виде деформированного 0-образного элемента, у которого прямолинейные участки внутреннего профиля взаимно сопряжены с возможностью свободного перемещения относительно друг друга; на фиг. 4 - цилиндрическая поверхность с надетыми на нее с натягом футеровочными элементами, изображенными на фиг. 1; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - цилиндрическая поверхность с надетыми на нее с натягом футеровочными элементами, изображенными на фиг. 2.
Футеровка содержит пластины 1, 2, 3, установленные в ряд, охватывающие цилиндрическую поверхность барабана 4. Каждая пластина выполнена в виде эластомерного петлеобразного элемента. Эти элементы закреплены на барабане с натягом. Каждая пластина 1, 2, 3 с внешней и внутренней стороны выполнена с выступами 5 и впадинами 6, при этом выступы каждой из пластин сопряжения с впадинами каждой смежной пластины.
СО
с
оо GJ
VJ
о
Јv
ю
Из эластомерной полосы (протекторной части утилизированной автопокрышки, отходов изношенной конвейерной ленты и т.п.) толщиной б вырезают заготовку в виде замкнутых петлеобразных элементов 1,2 или 3 одинаковой ширины а по всему периметру. Размер элемента зависит от диаметра футеруемой цилиндрической поверхности и определяется экспериментально. Затем вырезанную заготовку с натягом одевают на футеруемую цилиндрическую деталь 4. Заготовку при этом выворачивают рабочей поверхностью наружу с размещением ширины элемента на футеруемой поверхности. Суммарная ширина всех надетых элементов равна ширине футеруемой цилиндрической поверхности.
При особо тяжелых условиях эксплуатации футерованной цилиндрической детали, например, ролика магистрального ленточного конвейера большой производительности, для повышение надежности за счет исключения проворачивания отдельных, размещенных с натягом на цилиндрической детали 4 футеровочных элементов, по наружному и внутреннему периметрам каждого петлеобразного элемента 2 выполняют в чередующемся порядке выступы 5 и в пади- ны б одного профиля. При последовательном одевании с натягом заготовок 2 на цилиндрическую деталь 4 выступы 5 и впадины 6 каждого последующего элемента совмещают соответственно с впадинами 6 и выступами 5 предыдущего элемента.
При значительном диаметре футеруемой цилиндрической детали 4 заготовку защитного слоя вырезают в виде деформированного 0-образного элемента 3, у которого прямолинейные участки внутреннего профиля взаимно сопряжены с возможностью свободного перемещения
относительно друг друга. Это позволяет получать замкнутую футеровку для цилиндрических поверхностей практически любого требуемого диаметра из узких эластомер- ных полос (например, из боковых частей изношенной конвейерной ленты, которые, как правило, изнашиваются незначительно и пригодны для вторичного использования. Формула изобретения
1.Футеровка для облицовки цилиндри- ческой поверхности барабана, содержащая
охватывающие цилиндрическую поверхность барабана пластины, установленные в ряд, отличающаяся тем, что каждая пластина выполнена в виде эластомерного замкнутого петлеобразного элемента, неподвижно закрепленного на цилиндрической поверхности барабана с натягом.
2.Футеровка по п, 1, о т л и ч а ю щ а я- с я тем, что каждая пластина с внешней и
внутренней сторон выполнена с выступами и впадинами, при этом выступы каждой пластины сопряжены с впадинами каждой смежной пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления футеровки канатного шкива | 1990 |
|
SU1791360A1 |
| Футеровка для сложных криволинейных поверхностей | 1984 |
|
SU1233934A1 |
| ЗАЩИТНАЯ РЕЗИНОВАЯ ФУТЕРОВКА | 1970 |
|
SU272797A1 |
| УСТРОЙСТВО для ФУТЕРОВАНИЯ МЕЛЬНИЦ | 1971 |
|
SU318409A1 |
| СПОСОБ ФУТЕРОВАНИЯ КАМЕРЫ ТЕПЛОЗАЩИТНЫМ ПОКРЫТИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2356735C2 |
| Устройство для футерования металлических труб эластичными оболочками | 1989 |
|
SU1766697A1 |
| СПОСОБ КРЕПЛЕНИЯ ФУТЕРОВОЧНЫХ ПЛАСТИН ИЗ КОНСТРУКЦИОННОГО ПЛАСТИКА К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 2021 |
|
RU2762856C1 |
| Способ футерования труб гибкими шлангами | 1991 |
|
SU1813655A1 |
| Устройство для футеровки трубных мельниц | 1988 |
|
SU1678449A1 |
| БАРАБАННАЯ МЕЛЬНИЦА | 1998 |
|
RU2129468C1 |
Использование: при футеровании канатных шкивов, барабанов, роликов ленточных конвейеров. Футеровка содержит пластины, установленные в ряд, охватывающие ци- линдрическуюповерхность барабана. Каждая пластина выполнена е виде эластомерного петлеобразного элемента. Каждая пластина с внешней и внутренней сторон может быть выполнена с выступами и впадинами, при этом выступы каждой из пластин, сопряжены с впадинами, каждой смежной пластины. 1 з.п. ф-лы, б ил.
ри&1
фи&г
фи&З
В
Л
а
J
В А
tpt/eA
фие.б
8-8
