Изобретение относится к способу для нанесения облицовки, на поверхность емкости I/ к устройству для облицовки емкости, а боле s конкретно к способу и устройству для нанесения на внутреннюю поверхность ем- кост1 непрерывной ленты облицовочного материала.
энный способ и устройство могут быть использованы для облицовки емкостей любого размера, но они особенно предназначена для облицовки цилиндрической
внутренней поверхности емкостей, имею- ш.их сравнительно небольшой внутренний диаметр.
Целью изобретения является обеспечение нанесения облицовки различной толщи- ны и обеспечение облицовки емкостей различного диаметра, особенно емкостей, имеющих сравнительно небольшой внутренний диаметр.
Кроме того, целью изобретения является создание устройства, обеспечивающего
00 GJ 00
ю
00
СА)
вращение емкости при нанесении на ее внутреннюю поверхность ленты облицовочного материала за счет ее сцепления с внутренней поверхностью емкости.
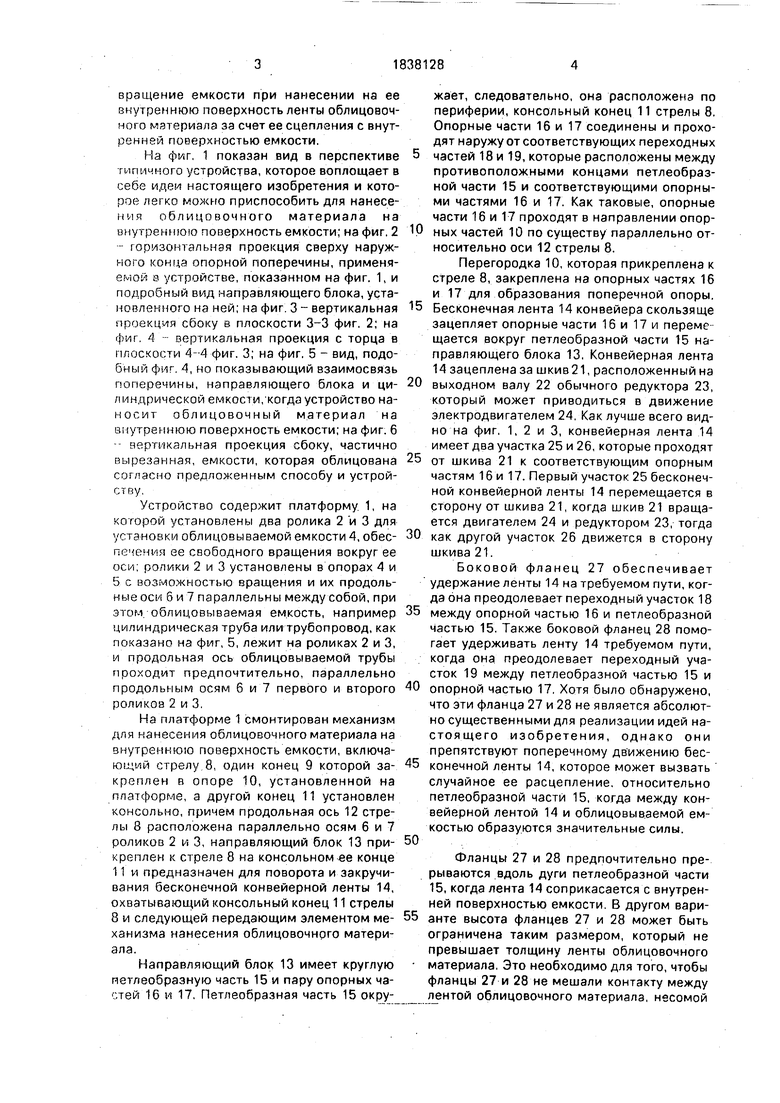
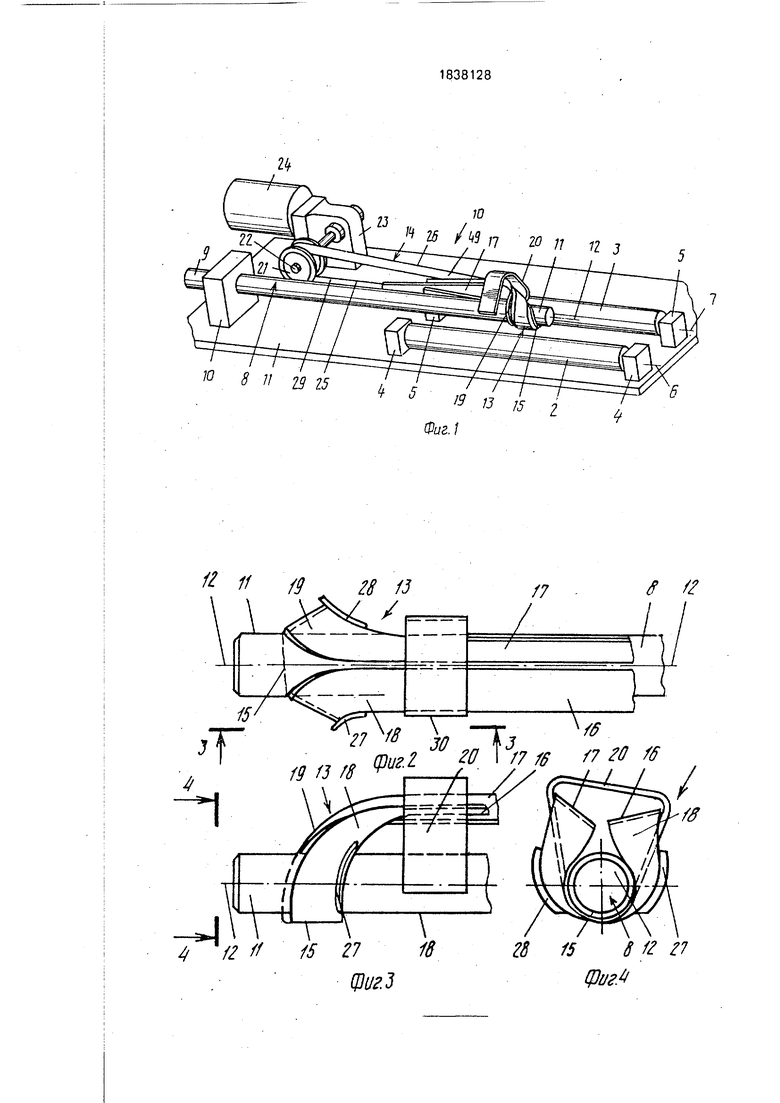
На фиг. 1 показан вид в перспективе типичного устройства, которое воплощает в себе идеи настоящего изобретения и которое легко можно приспособить для нанесения облицовочного материала на внутреннюю поверхность емкости; на фиг. 2
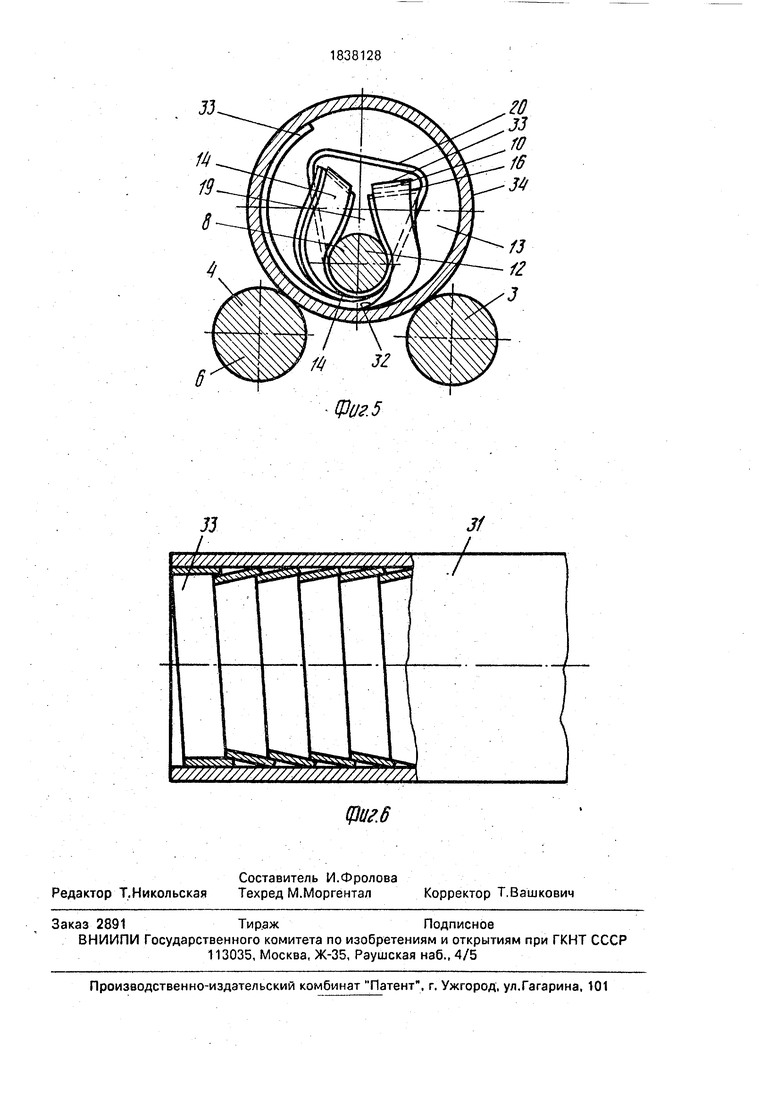
- горизонтальная проекция сверху наружного конца опорной поперечины, применяемой в устройстве, показанном на фиг. 1, и подробный вид направляющего блока, установленного на ней; на фиг. 3 - вертикальная проекция сбоку в плоскости 3-3 фиг. 2; на фиг. 4 - вертикальная проекция с торца в плоскости 4-4 фиг. 3; на фиг, 5 - вид, подобный фиг. 4, но показывающий взаимосвязь поперечины, направляющего блока и цилиндрической емкости/когда устройство на- носит облицовочный материал на внутреннюю поверхность емкости; на фиг. 6
- вертикальная проекция сбоку, частично вырезанная, емкости, которая облицована согласно предложенным способу и устройству,
Устройство содержит платформу. 1, на которой установлены два ролика 2 и 3 для установки облицовываемой емкости 4, обеспечения ее свободного вращения вокруг ее оси; ролики 2 и 3 установлены в опорах 4 и 5 с возможностью вращения и их продольные оси 6 и 7 параллельны между собой, при этом, облицовываемая емкость, например цилиндрическая труба или трубопровод, как показано на фиг, 5, лежит на роликах 2 и 3, и продольная ось облицовываемой трубы проходит предпочтительно, параллельно продольным осям 6 и 7 первого и второго роликов 2 и 3.
На платформе 1 смонтирован механизм для нанесения облицовочного материала на внутреннюю поверхность емкости, включающий стрелу 8, один конец 9 которой закреплен в опоре 10, установленной на платформе, а другой конец 11 установлен консольно, причем продольная ось 12 стрелы 8 расположена параллельно осям 6 и 7 роликов 2 и 3, направляющий блок 13 прикреплен к стреле 8 на консольном ее конце 11 и предназначен для поворота и закручивания бесконечной конвейерной ленты 14, охватывающий консольный конец 11 стрелы 8 и следующей передающим элементом механизма нанесения облицовочного материала.
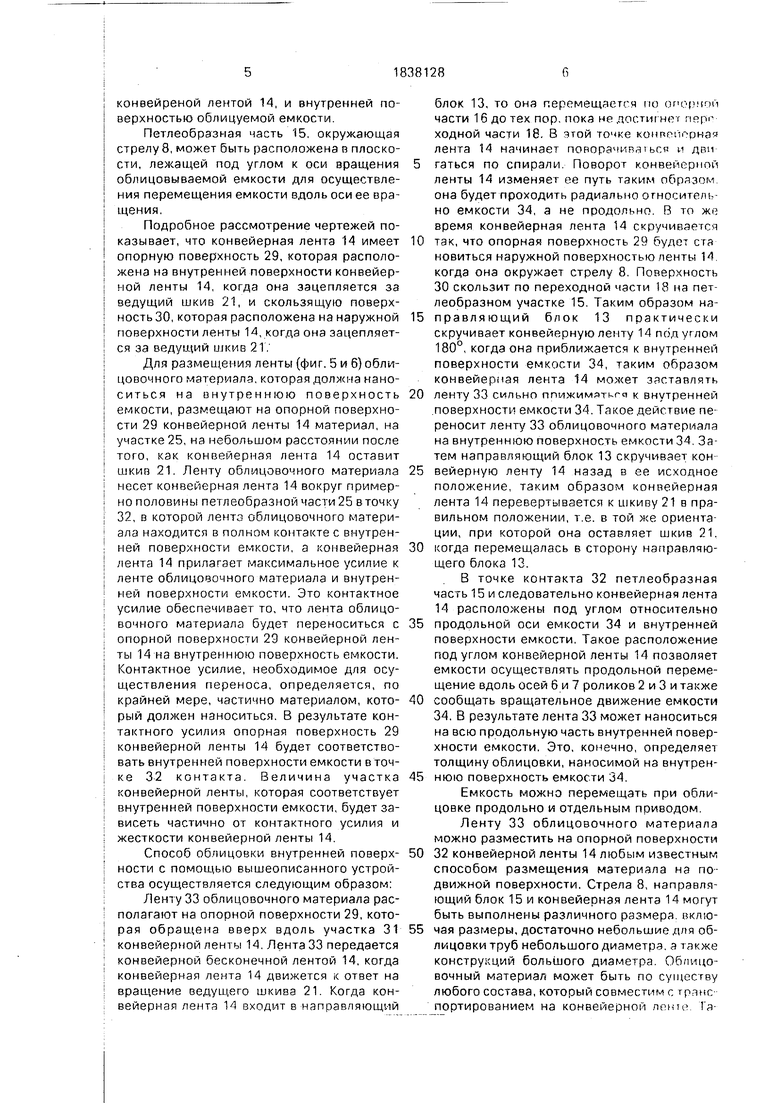
Направляющий блок 13 имеет круглую петлеобразную часть 15 и пару опорных частей 16 и 17. Петлеобразная часть 15 окружает, следовательно, она расположена по периферии, консольный конец 11 стрелы 8. Опорные части 16 и 17 соединены и проходят наружу от соответствующих переходных 5 частей 18 и 19, которые расположены между противоположными концами петлеобразной части 15 и соответствующими опорными частями 16 и 17. Как таковые, опорные части 16 и 17 проходят в направлении опорQ ных частей 10 по существу параллельно относительно оси 12 стрелы 8.
Перегородка 10, которая прикреплена к стреле 8, закреплена на опорных частях 16 и 17 для образования поперечной опоры.
5 Бесконечная лента 14 конвейера скользяще зацепляет опорные части 16 и 17 и перемещается вокруг петлеобразной части 15 направляющего блока 13, Конвейерная лента 14 зацеплена за шкив21, расположенный на
0 выходном валу 22 обычного редуктора 23, который может приводиться в движение электродвигателем 24. Как лучше всего видно на фиг. 1, 2 и 3, конвейерная лента 14 имеет два участка 25 и 26, которые проходят
5 от шкива 21 к соответствующим опорным частям 16 и 17. Первый участок 25 бесконечной конвейерной ленты 14 перемещается в сторону от шкива 21, когда шкив 21 вращается двигателем 24 и редуктором 23, тогда
0 как другой участок 26 движется в сторону шкива 21.
Боковой фланец 27 обеспечивает удержание ленты 14 на требуемом пути, когда она преодолевает переходный участок 18
5 между опорной частью 16 и петлеобразной Частью 15. Также боковой фланец 28 помогает удерживать ленту 14 требуемом пути, когда она преодолевает переходный участок 19 между петлеобразной частью 15 и
0 опорной частью 17. Хотя было обнаружено, что эти фланца 27 и 28 не является абсолютно существенными для реализации идей на- стоящего изобретения, однако они препятствуют поперечному движению бес5 конечной ленты 14, которое может вызвать случайное ее расцепление, относительно петлеобразной части 15, когда между конвейерной лентой 14 и облицовыв.аемой емкостью образуются значительные силы.
0
Фланцы 27 и 28 предпочтительно прерываются .вдоль дуги петлеобразной части 15, когда лента 14 соприкасается с внутренней поверхностью емкости. В другом вари- 5 анте высота фланцев 27 и 28 может быть ограничена таким размером, который не превышает толщину ленты облицовочного материала. Это необходимо для того, чтобы фланцы 27 и 28 не мешали контакту между лентой облицовочного материала, несомой
конвейреной лентой 14, и внутренней поверхностью облицуемой емкости.
Петлеобразная часть 15. окружающая стрелу 8, может быть расположена в плоскости, лежащей под углом к оси вращения облицовываемой емкости для осуществления перемещения емкости вдоль оси ее вращения.
Подробное рассмотрение чертежей показывает, что конвейерная лента 14 имеет опорную поверхность 29, которая расположена на внутренней поверхности конвейерной ленты 14, когда она зацепляется за ведущий шкив 21, и скользящую поверхность 30, которая расположена на наружной поверхности ленты 14, когда она зацепляется за ведущий шкив 21,
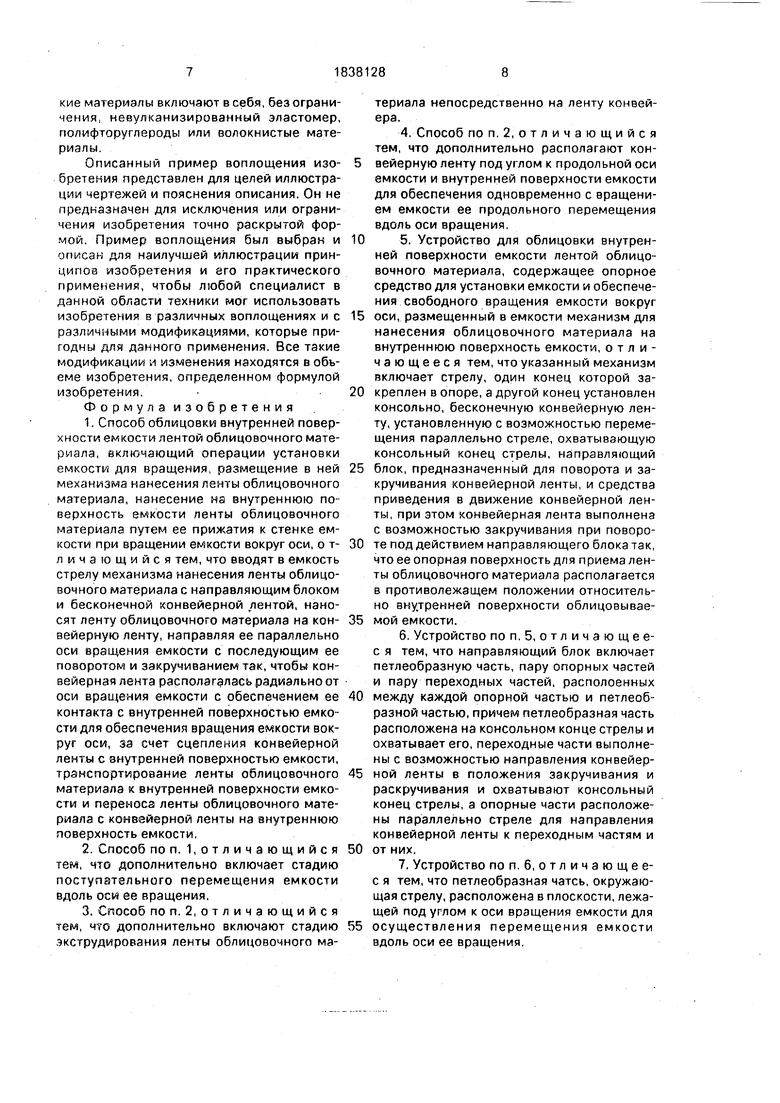
Для размещения ленты (фиг. 5 и 6) облицовочного материала, которая должна наноситься на внутреннюю поверхность емкости, размещают на опорной поверхности 29 конвейерной ленты 14 материал, на участке 25, на небольшом расстоянии после того, как конвейерная лента 14 оставит шкив 21. Ленту облицовочного материала несет конвейерная лента 14 вокруг примерно половины петлеобразной части 25 вточку 32, в которой лента облицовочного материала находится в полном контакте с внутренней поверхности емкости, а конвейерная лента 14 прилагает максимальное усилие к ленте облицовочного материала и внутренней поверхности емкости. Это контактное усилие обеспечивает то, что лента облицовочного материала будет переноситься с опорной поверхности 29 конвейерной ленты 14 на внутреннюю поверхность емкости. Контактное усилие, необходимое для осуществления переноса, определяется, по крайней мере, частично материалом, который должен наноситься. В результате контактного усилия опорная поверхность 29 конвейерной ленты 14 будет соответствовать внутренней поверхности емкости в точке 32 контакта. Величина участка конвейерной ленты, которая соответствует внутренней поверхности емкости, будет зависеть частично от контактного усилия и жесткости конвейерной ленты 14.
Способ облицовки внутренней поверхности с помощью вышеописанного устройства осуществляется следующим образом:
Ленту 33 облицовочного материала располагают на опорной поверхности 29, которая обращена вверх вдоль участка 31 конвейерной ленты 14. Лента 33 передается конвейерной бесконечной лентой 14, когда конвейерная лента 14 движется к ответ на вращение ведущего шкива 21. Когда конвейерная лента 14 входит в направляющий
блок 13, то она перемещается по опорной части 16 до тех пор. пока не достигнет переходной части 18. В этой точке конпейорная лента 14 начинает поворачиваться и дви
гаться по спирали. Поворот конвейерной ленты 14 изменяет ее путь таким обрязом. она будет проходить радиально относительно емкости 34, а не продольно. В то же время конвейерная лента 14 скручивается
0 так, что опорная поверхность 29 будет ста новиться наружной поверхностью ленты 14. когда она окружает стрелу 8. Поверхность 30 скользит по переходной части 18 на петлеобразном участке 15. Таким образом на5 правляющий блок 13 практически скручивает конвейерную ленту 14 под углом 180°, когда она приближается к внутренней поверхности емкости 34, таким образом конвейерная лента 14 может заставлять
0 ленту 33 сильно ппижимдт -га к внутренней .поверхности емкости 34. Такое действие переносит ленту 33 облицовочного материала на внутреннюю поверхность емкости 34. Затем направляющий блок 13 скручивает кон5 вейерную ленту 14 назад в ее исходное положение, таким образом конвейерная лента 14 перевертывается к шкиву 21 в правильном положении, т.е. в той же ориентации, при которой она оставляет шкив 21,
0 когда перемещалась в сторону направляющего блока 13.
В точке контакта 32 петлеобразная часть 15 и следовательно конвейерная лента 14 расположены под углом относительно
5 продольной оси емкости 34 и внутренней поверхности емкости. Такое расположение под углом конвейерной ленты 14 позволяет емкости осуществлять продольной перемещение вдоль осей 6 и 7 роликов 2 и 3 и также
0 сообщать вращательное движение емкости 34. В результате лента 33 может наноситься на всю продольную часть внутренней поверхности емкости. Это, конечно, определяет толщину облицовки, наносимой на внутрен5 нюю поверхность емкости 34.
Емкость можно перемещать при облицовке продольно и отдельным приводом.
Ленту 33 облицовочного материала можно разместить на опорной поверхности
0 32 конвейерной ленты 14 любым известным способом размещения материала на подвижной поверхности. Стрела 8, направляющий блок 15 и конвейерная лента 14 могут быть выполнены различного размера, вклю5 чая размеры, достаточно небольшие для облицовки труб небольшого диаметра, а также конструкций большого диаметра. Облицовочный материал может быть по существу любого состава, который совместим с транспортированием на конвейерной ленте. Гакие материалы включают в себя, без ограничения, невулканизированный эластомер, полифторуглероды или волокнистые материалы.
Описанный пример воплощения изобретения представлен для целей иллюстрации чертежей и пояснения описания. Он не предназначен для исключения или ограничения изобретения точно раскрытой формой. Пример воплощения был выбран и описан для наилучшей иллюстрации принципов изобретения и его практического применения, чтобы любой специалист в данной области техники мог использовать изобретения в различных воплощениях и с различными модификациями, которые пригодны для данного применения. Все такие модификации и изменения находятся в обь- еме изобретения, определенном формулой изобретения.
Ф о р м у л а и з о б р е т е н и я
1. Способ облицовки внутренней поверхности емкости лентой облицовочного материала, включающий операции установки емкости для вращения, размещение в ней механизма нанесения ленты облицовочного материала, нанесение на внутреннюю поверхность емкости ленты облицовочного материала путем ее прижатия к стенке емкости при вращении емкости вокруг оси, о т- личающийся тем, что вводят в емкость стрелу механизма нанесения ленты облицовочного материала с направляющим блоком и бесконечной конвейерной лентой, наносят ленту облицовочного материала на конвейерную ленту, направляя ее параллельно оси вращения емкости с последующим ее поворотом и закручиванием так, чтобы конвейерная лента располагалась радиэльноот оси вращения емкости с обеспечением ее контакта с внутренней поверхностью емкости для обеспечения вращения емкости вокруг оси, за счет сцепления конвейерной ленты с внутренней поверхностью емкости, транспортирование ленты облицовочного материала к внутренней поверхности емкости и переноса ленты облицовочного материала с конвейерной ленты на внутреннюю поверхность емкости.
2. Способ поп. 1,отличающийся тем, что дополнительно включает стадию поступательного перемещения емкости вдоль оси ее вращения.
3. Способ по п. 2, отличающийся тем, что дополнительно включают стадию экструдирования ленты облицовочного материала непосредственно на ленту конвейера.
4. Способ по п. 2, отличающийся тем, что дополнительно располагают кон- вейерную ленту под углом к продольной оси емкости и внутренней поверхности емкости для обеспечения одновременно с вращением емкости ее продольного перемещения вдоль оси вращения,
5. Устройство для облицовки внутренней поверхности емкости лентой облицовочного материала, содержащее опорное средство для установки емкости и обеспечения свободного вращения емкости вокруг
оси, размещенный в емкости механизм для нанесения облицовочного материала на внутреннюю поверхность емкости, отличающееся тем, что указанный механизм включает стрелу, один конец которой закреплен в опоре, а другой конец установлен консольно, бесконечную конвейерную ленту, установленную с возможностью перемещения параллельно стреле, охватывающую консольный конец стрелы, направляющий
блок, предназначенный для поворота и закручивания конвейерной ленты, и средства приведения в движение конвейерной ленты, при этом конвейерная лента выполнена с возможностью закручивания при повороте под действием направляющего блока так, что ее опорная поверхность для приема ленты облицовочного материала располагается в противолежащем положении относительно внутренней поверхности облицовываемой емкости.
6. Устройство по п. 5, о т л и ч а ю щ е е- с я тем, что направляющий блок включает петлеобразную часть, пару опорных частей и пару переходных частей, располоенных
между каждой опорной частью и петлеобразной частью, причем петлеобразная часть расположена на консольном конце стрелы и охватывает его, переходные части выполнены с возможностью направления конвейерной ленты в положения закручивания и раскручивания и охватывают консольный конец стрелы, а опорные части расположены параллельно стреле для направления конвейерной ленты к переходным частям и
от них,
7. Устройство по п. 6, о т л и ч а ю щ е е- с я тем, что петлеобразная чатсь, окружающая стрелу, расположена в плоскости, лежащей под углом к оси вращения емкости для осуществления перемещения емкости вдоль оси ее вращения.
Ю 81 29 15
Л 20 77 12 j
Ь 5
Я 13
15 2
Фиг,1
1/ дели поли тени нане сн вейе ного материала на конвейерную ленту, направляя ее параллельно оси вращения емкости с последующим ее поворотом и закручиванием таким образом, чтобы конвейерная лента располагалась радиально от оси вращения емкости с обеспечением ее контакта с внутренней поверхностью емкости для обеспечения вращения емкости вокруг оси за счет сцепления конвейерной ленты с внутренней поверхностью емкости, транспортирование ленты облицовочного материала к внутренней поверхности емкости и переноса ленты облицовочного материала с конвейерной ленты на внутреннюю поверхность емкости. Устройство для осуществления способа включает стрелу, один конец которой закреплен в опоре, а другой конец установлен консольно, бесконечную конвейерную ленту, охватывающую консольный конец стрелы и установленную с возможностью перемещения параллельно стреле, направляющий блок, предназначенный для поворота и закручивания конвейерной ленты, и средства приведения конвейерной ленты в движение. 2 с.п.ф-лы, 5 з.п.ф-лы, 6 ил. ел С
V
Т
19 f3 8
/7
/ //
у
U
V
ii
15 8 Я 27
фиг
JJ
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бюл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Г атент США №4596619, 65 Н 81/00,опубл | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| УСТРОЙСТВО ПРЕОБРАЗОВАНИЯ СОЛНЕЧНОЙ ЭНЕРГИИ В ЭЛЕКТРИЧЕСКУЮ | 2009 |
|
RU2516242C2 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| ЛОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ЕРХНО.СТИ ЕМКОСТИ ЛЕНТОЙ ОБ- ЛИЦЭВОЧНОГО МАТЕРИАЛА И УСТРОЙ- ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ спользование: изготовление полых из- i, преимущественно труб с внутренним мерным покрытием | |||
| Сущность изобре- : вводят в емкость стрелу механизма ения ленты облицовочного материала эавляющим блоком и бесконечной конной лентой, наносят ленту облицовочкл | |||
| В Г опуб | |||
