| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| Способ изготовления центров электровозных колес | 1978 |
|
SU742015A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ изготовления полых изделий переменного профиля | 1976 |
|
SU603472A1 |
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| Способ изготовления полых осесимметричных изделий с двумя глухими полостями | 1981 |
|
SU1172635A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288802C1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
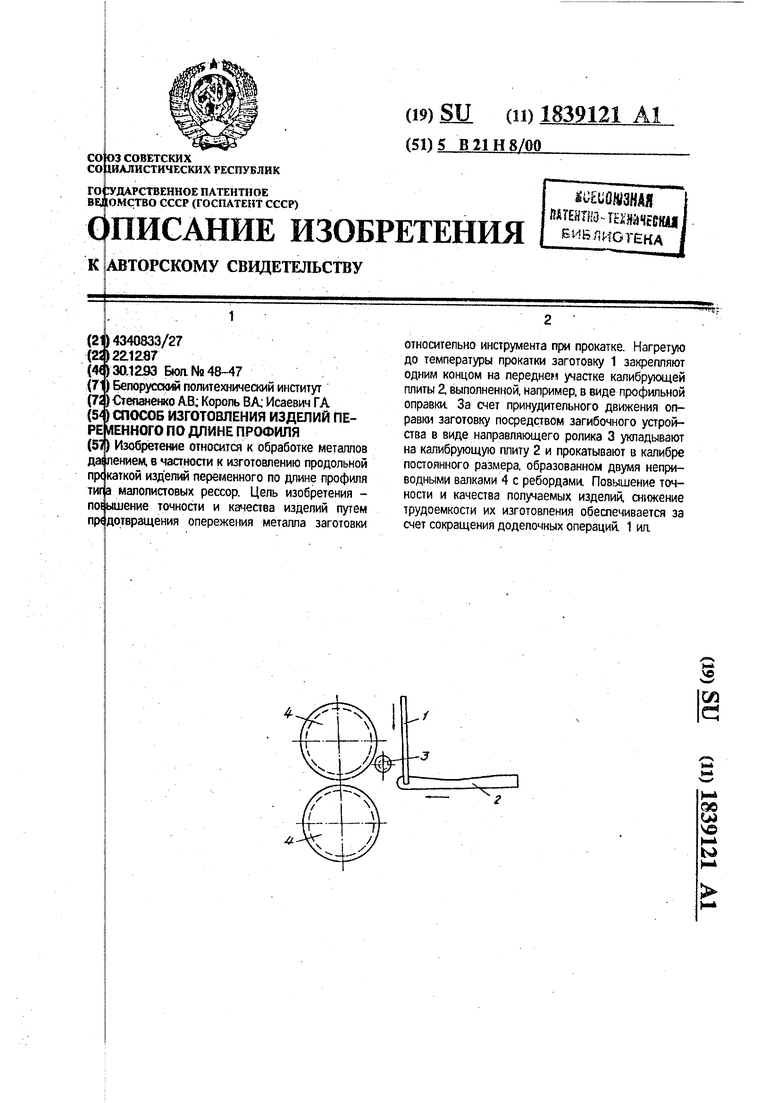
) Изобретете относится к обработке металлов да пением, в частности к изготовлению продольной пр каткой изделий переменного по длине профиля тига малолистовых рессор. Цель изобретения - по ышение точности и качества изделий путем пр дотвращения опережения металла заготовки относительно инструмента при прокатке. Нагретую до температуры прокатки заготовку 1 закрепляют одним концом на переднем участке калибрующей плиты 2, выполненной, например, в виде профильной оправки. За счет принудительного движения оправки заготовку посредством загибочного устройства в виде направляющего ролика 3 укладывают на калибрующую плиту 2 и прокатывают в калибре постоянного размера, образованном двумя неприводными валками 4 с ребордами Повышение точности и качества получаемых изделий, снижение трудоемкости их изготовления обеспечивается за счет сокращения доделочных операций. 1 ид