1
Изобретение относитс Я к обработке металлов давлением, а точнее к способам производства спешшльных изделий прокаткой.
Наиболее эффективно может использоваться при производстве полых изделий перемен- j ного профиля.
Известен способ изготовления полых изделий переменного профиля, состоящий из операций поперечно-винтовой прокатки полой заготовки на гладкой оправке и последующей щ калибровки полученного профилированного изделия по наружному диаметру поперечной прокаткой без оправки l .
Однако при изготовлении полых изделий известным способом при калибровке не обес- is печивается достаточная точность размеров изделий по внутреннему диаметру.
Целью изобретения является повышение точности геометрических размеров изделия.
Для этого согласно предлагаемому спо- jo собу калибровку по наружному диаметру осу- . ществляют в два этапа: после калибровки без оправки с получением промежуточного наружного диаметра осуществляют последующую полную калибровку изделия на профилированной 25
оправке, причем одновременно с частичной калибровкой по наружному диаметру производят калибровку по длине изделия, а одновременно с полной калибровкой по наружному, диаметру изделия калибруют по внутреннему диаметру путем извлечения из полости изделия поофилисюванной оправки.
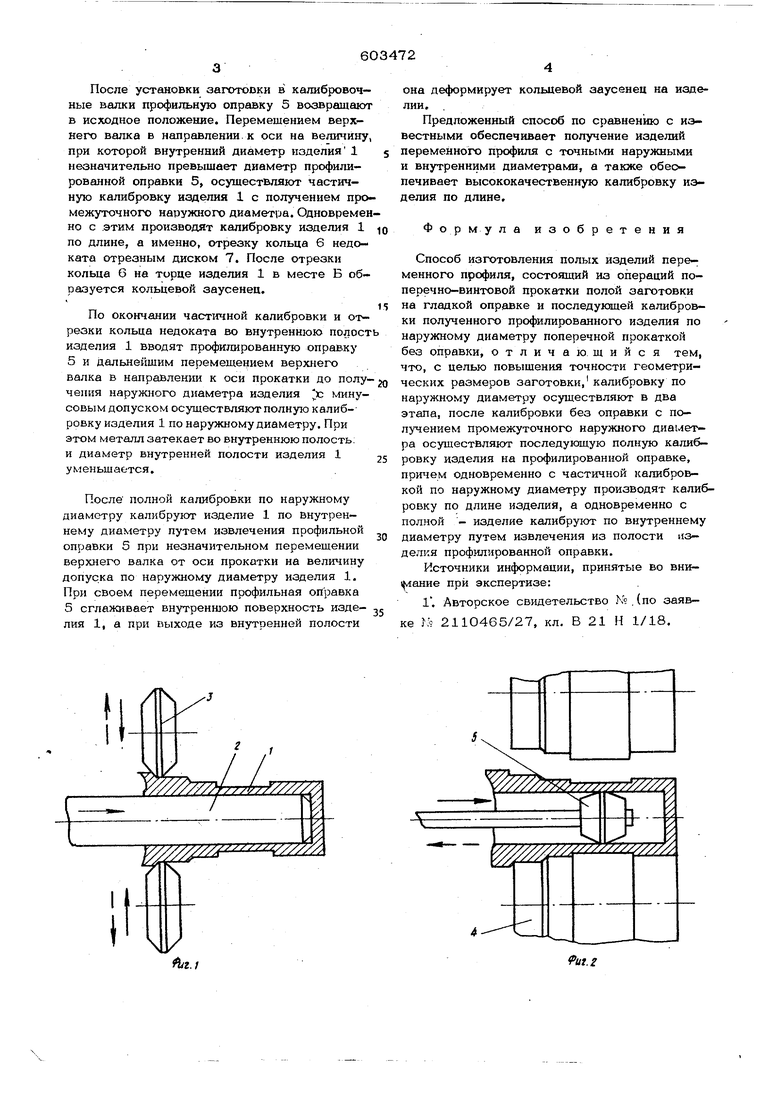
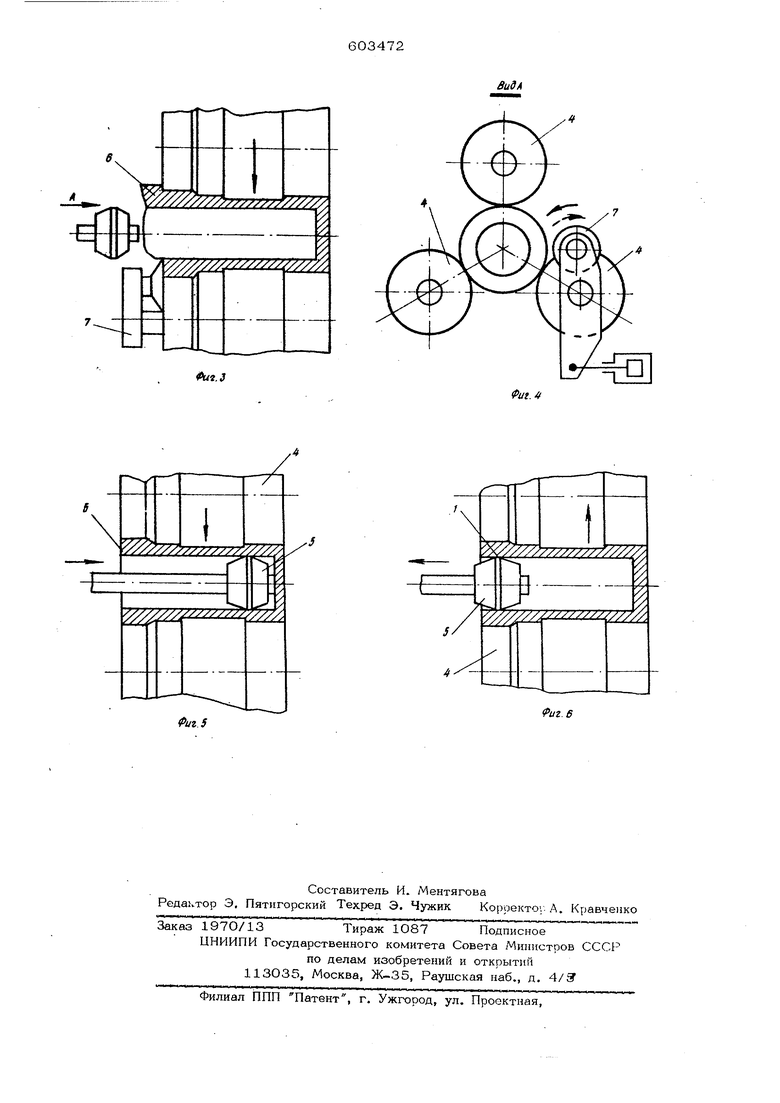
На фиг. 1 изображен стан для поперечновинтовой прокатки изделия переменного профиля; на фиг. 2 - схема установки оправкой полой заготовки в валки калибровочной клети на фиг. 3 - схема частичной калибровки по наружному диаметру и калибровка по длине; на фиг, 4 - вид по стрелке А на фиг. 3; на. фиг. 5 - схема окончательной калибровки по наружному диаметру; на фиг. 6 - схема калибровки по внутреннему диаметру.
Полое изделие 1, прокатанное на оправке 2 в валках 3 стана поперечно-винтовой прокатки, устанавливают в валки 4 калибровочной клети с комощью профильной оправки 5. Наружный диаметр профильной оправки 5 меньше диаметра внутренней полости изделия 1 на величину раскатки. После установки ааготопки в калибровочные валки профильную оправку 5 возвращают в исходное положение. Перемещением верхнего валка в направлении. к оси на величину, при которой внутренний диаметр изделия 1 незначительно превышает диаметр профилированной оправки 5, осуществляют частичную калибровку изделия 1 с получением промежуточного наружного диаметра. Одновременно с .этим производят калибровку изделия 1 по длине, а именно, отрезку кольца 6 недоката отрезным диском 7. После отрезки кольца 6 на торце изделия 1 в месте Б образуется кольцевой заусенец. Пг, г,и-л1гцоим,. 11О окончании частичной калибровки и от- пр-чки кпт1т,,тп Honov«лшшироьки и ОТизпелиПТ« внутреннюю полость изделия 1 вводят профилированную оправку 5 и дальнеищим перемещением верхнего . валка в направлении к оси прокатки по пoлv- t-1-й ..jjujveniiM Mu иолучеиия наружного диаметра изделия тс MHHV иоцелии 1, минусовым допуском осуществляют полную калиб. ujinjiu лолии ровку изделия 1 по наружному диаметоу. Пои jMiiaMcijjy. iijjH этом металл затекает во внутреннюю полость опрепилжлшаисть. и диаметр внутренней полости изделия 1 vvib-v-in иод «ЛИИ i2 уменьщается. После полной калибровки по наружному диаметру калибруют изделие 1 по внутреннему диаметру путем извлечения профильной onyjaBKH 5 при незначительном перемещении верхнего валКа от оси прокатки на величину допуска по наружному диаметру изделия 1, При своем перемещении профильная оправка 5 сглаживает внутреннюю поверхность издеЛИЯ 1, а при выходе из внутренней полости она деформирует кольцевой заусенец на изделии. Предложенный способ по сравнению с известными обеспечивает получение изделий переменного профиля с точными наружными и внутренними диаметрами, а также обеспечивает высококачественную калибровку изделия по длине, Ф о р м у ла изобретения Способ изготовления полых изделий переменного профиля, состоящий из операций поперечно-винтовой прокатки полой заготовки на гладкой оправке и последующей калибров,i ки полученного Профилированного изделия по наружному диаметру поперечной прокаткой без опоавки. отличающийся тем -„ель повыщения точности геометриi,ческих размеров заготовки, калибровку по г j наружному диаметру осуществляют в два этапа, после калибровки без оправки с получением промежуточного наружного диамет rvр осуществляют Последующую полную калиб,ровку изделия на профилированной оправке, одновременно с частичной капибровкой по наружному диаметру производят калибровку по длине изделия, а одновременно с полной - изделие калибруют по внутреннему диаметру путем извлечения из полости из- делкя профилированной оправки. Источники информации, принятые во вниs aHHe при экспертизе: 1. Авторское свидетельство .%,(по заявке А 2110465/27, кл. В 21 Н 1/18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства коротких полых изделий переменного профиля | 1975 |
|
SU523746A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| Способ поперечно-винтовой прокатки полых профильных заготовок | 1979 |
|
SU776728A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| Способ получения тонкостенных заготовок колец | 1977 |
|
SU667299A1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |
| Способ производства заготовокиздЕлий ТипА гильз дизЕль-MOTOPOB | 1979 |
|
SU837519A2 |
.
y/ /y 07Z /// ///7///7//
7/77///
%2Z2kZ
.3
j ZZZZZZZ
w;ypvvvvvvv
Фиг.5
иг.б
