Известно ирименение нодъемных рольганговых столов для разгрузки подхватов шагового конвейера, подъем которых осуществляется пневматическим или электрическим приводом с ручным или автоматическим управлением.
Онисываемое устройство для съема бунтов проката с подхватов охлаждаюш,его конвейера отличается тем, что оно снабжено эксцентриковым механизмом подъема. Это позволяет снимать необвязанные бунты с непрерывно движущегося конвейера при подходе к рольгангу подхватов без нарушения их формы и без остановки конвейера.
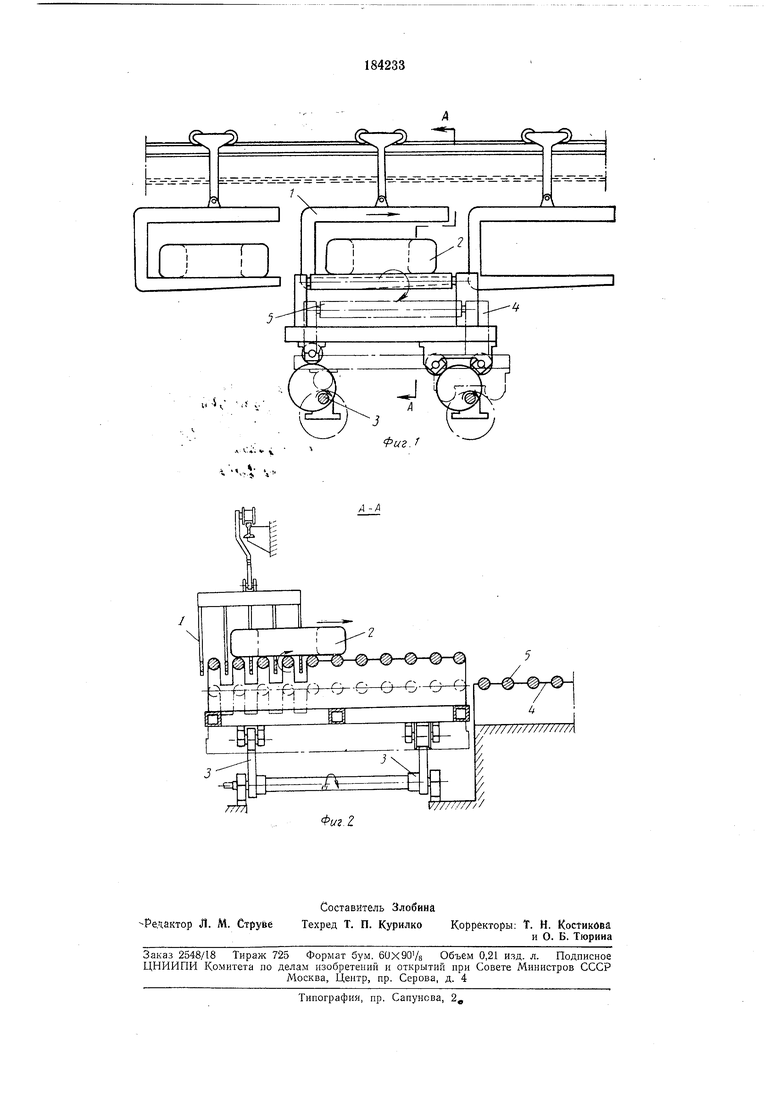
На фиг. 1 изображено описываемое устройство; на фиг. 2 - разрез по А-А на фиг. L
Устройство устанавливают в местах разгрузки под конвейер. При подходе подхвата / непрерывного конвейера с охлаждающимся на нем бунтом 2 проката к устройству включается эксцентриковый механизм 3, который поднимает рольганг 4. Ролики 5 рольганга входят между вилками подхвата, приподнимают бунт и перемещают его но круговой траектории в направлении движения подхватов. При подъеме бунта на определенную величину, включают механизм вращения роликов.
Бунт вместе с рольгангом двигается по криволинейной траектории и, перемещаясь одновременно и в поперечном направлении, выходит из зоны подхватов.
Горизонтальную составляющую скорости неремещения рольганга на верхнем отрезке круговой траектории подбирают с таким расчетом, чтобы бунт можно было свободно вывести по рольгангу из зоны подхватов без
остановки конвейера.
В нижней точке траектории подъемный рольганг останавливается, совмещаясь при этом по уровню со стационарным рольгангом, на который переходит бунт.
Предмет изобретения
Устройство для съема бунтов проката с подхватов охлаждающего конвейера, включающее подвижный рольганг, пересекающий
конвейер, отличающееся тем, что, с целью съема необвязанных бунтов с ненрерывно движущегося конвейера без нарущения их формы, применен эксцентриковый механизм, перемещающий рольганг плоско-параллельно в
направлении движения конвейера при подходе к рольгангу каждого нодхвата конвейера но замкнутой криволинейной траектории.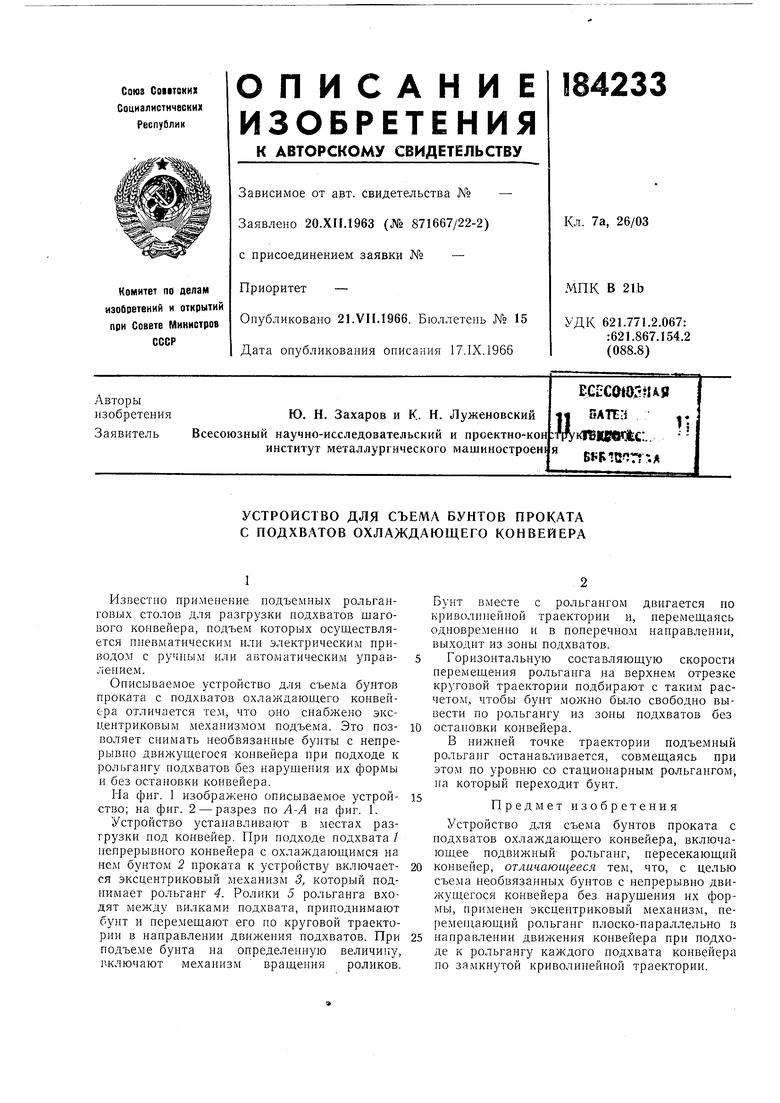
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия распаковки обвязанных кип | 1983 |
|
SU1122570A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ НА ТРАНСПОРТНЫЙ РОЛЬГАНГ | 1993 |
|
RU2057697C1 |
| Установка для отпуска кромок листов | 1990 |
|
SU1775483A1 |
| СПОСОБ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147494C1 |
| БЛОК ДЛЯ СЪЕМА И УКЛАДКИ ГРУЗОВ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2014950C1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |