Известные автоматические устройства для правки и резки калиброванных прутков состоят из правильных устройств и отрезных ножей. В них также применены кольцевые захваты, расположенные на каретке, подвижно установленной на станине станка.
Отличием предложенной автоматической линии является совокупность устройств для правки и резки прутков, для разборки и их транспортировки, для одновременного контроля прутков на наличие поверхностных дефектов и марки стали или твердости, а также для сортировки прутков па годные и дефектные.
Такая автоматическая линия позволяет повысить производительность и качество контроля прутков.
Кроме того, устройство для правки и резки прутков содержит рычажные ножницы, один из ножей которых снабжен пальцем, входящим в паз барабанного кулачка, приводящегося во вращение при срабатывании муфты сцепления. Одна из полумуфт устройства получает перемещение от рычажной системы, связанной с кареткой-упором и воспринимающей усилие удара от перемещающегося прутка.
диском, установленным на том же валу, что и муфта сцепления и барабанный кулачок.
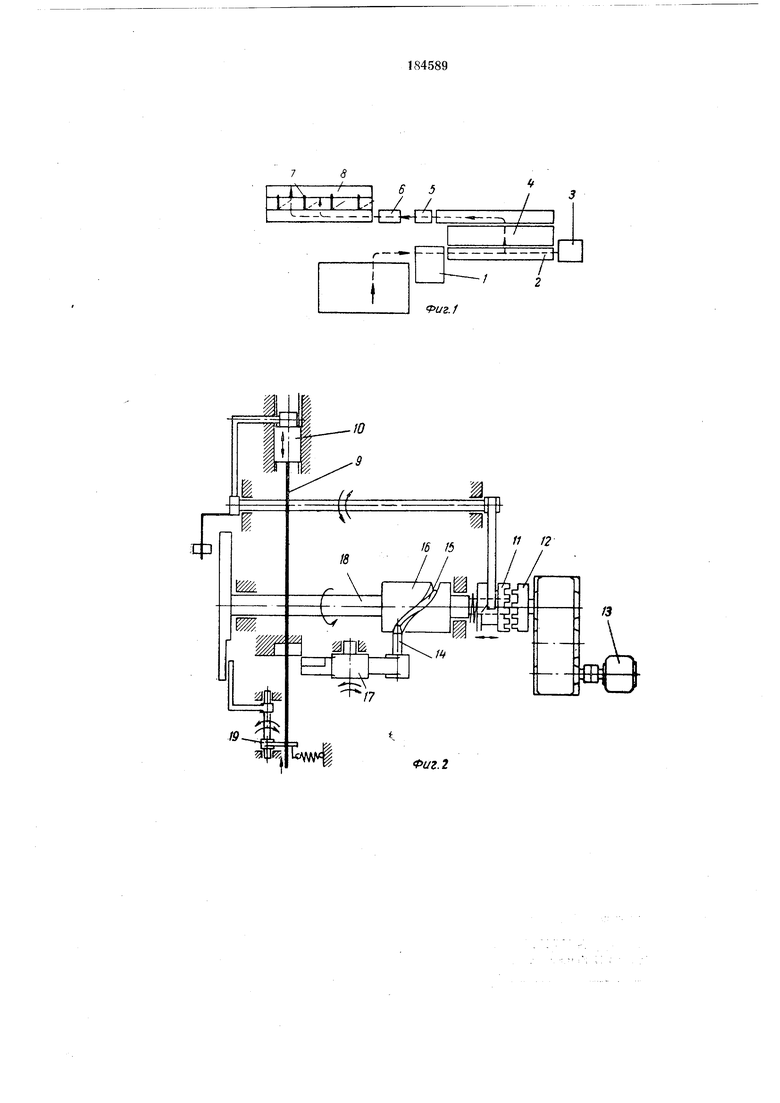
На фиг. I показана схема автоматической линии; на фиг. 2 - устройство для резки прутков; на фиг. 3 - устройство для разборки и транспортировки прутков.
Предложенная автоматическая линия позволяет осуществлять следующую последовательность операции. После правки на правильной машине / прутки поступают по рольгангу 2 на устройство 5 для резки, откуда они попадают на устройство 4 для разборки и транспортировки прутков. Затем прутки подаются на дефектоскопический узел 5, 6, состоящий из датчиков поверхностных дефектов и марки стали. В зависимости от результатов сортировки прутки попадают в карманы 7 или 8 соответственно годных или дефектных изделий.
При резке пруток 9 (см. фиг. 2) ударяется в подвижную каретку 10 механизма включения муфты. Передвижение каретки в результате действия системы рычагов вызывает соединение полумуфты // с полумуфтой 12, вращаемой электродвигателем 13. При этом палец 14, двигаясь по траектории профилированного паза 15 барабанного кулачка 16, приводит в действие рычаг с ножом 17, производящим резку прутка. Одновременно, вследствие вращения вала 18, отклоняется рычажный механизм 19,
сбрасывающий прутки на устройство 4 для разборки и транспортировки прутков.
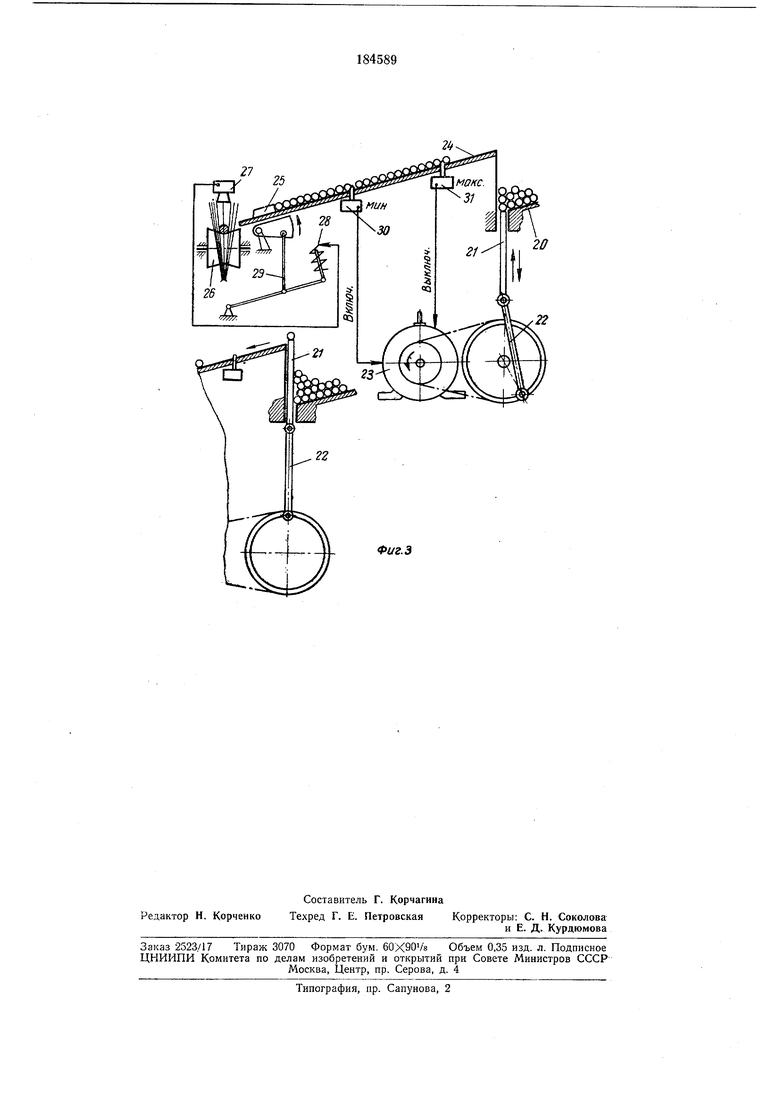
Прутки поступают на приемный стол 20 (см. фиг. 3). Вертикальный нож 21, получающий двнжение от кривошипного механизма 22, приводимого электродвигателем 23, выталкивает прутки по одному на стол-дозатор 24, где они удерживаются упором 25. Предыдущий пруток, попадая на рольганг 26, засвечивает фотоэлемент 27. В результате этого включается электромагнит 28, который через систему рычагов 29 приподнимает и переносит очередной пруток через упор 25. На столе-дозаторе 24 установлены концевые выключатели 30 и 31 для регулирования работы электродвигателя 23 в зависимости от заполнения стола-дозатора.
Далее прутки проходят через дефектоскопический узел 5, б и попадают в карманы 7 или 8 годных или дефектных изделий.
Предмет изобретения
1. Автоматическая линия для непрерывной правки, резки, контроля на наличие поверхкостных дефектов и марки стали или твердости металлических прутков, отличающаяся тем, что, с целью повыщения производительности контроля, в ней совокупно применены
последовательно (по ходу технологического процесса) установленные: устройство для правки и резки концов прутков; устройство для разборки и транспортировки прутков; устройство для одновременного контроля прутков на наличие поверхностных дефектов и марки стали или твердости (дефектоскопический узел) и устройство для сортировки прутков на годные и дефектные.
2.Автоматическая линия по п. 1, отличающаяся тем, что устройство для правки и резки концов контролируемых прутков содержит рычажные ножницы с одним подвижным ножом, который снабжен пальцем, барабанный кулачок, в профилированный паз которого входит палец ножа, и муфту сцепления, установленные на одном валу, рычажную систему, связанную с кареткой-упором, воспринимающую усилие удара от перемещающегося контролируемого прутка и передающую перемещение одной из полумуфт.
3.Автоматическая линия по п. 2, отличающаяся тем, что устройство для правки и резки контролируемых прутков имеет механизм сброса отрезанных прутков, выполненный в виде рычага, кинематически связанного с кулачковым диском, установленным на валу, на котором закреплены барабанный кулачок и муфта сцепления.
И Ь i b L
6 5
.1

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВИЛЬНО-ЗАДАЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU408696A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 1973 |
|
SU363912A1 |
| ТГХКНЧЕСКАЯ БИБЛИОТЕКА | 1969 |
|
SU247448A1 |
| СТАНОК ДЛЯ ПРАВКИ И РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1968 |
|
SU211507A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ШУРОВОЧНАЯ МАШИНА ДЛЯ КАРБИДНЫХ ПЕЧЕЙ | 1969 |
|
SU239248A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ И СОРТИРОВКИТОРМОЗНЫХ колодок | 1971 |
|
SU315980A1 |
| УСТРОЙСТВО для РЕЗКИ ПРУТКОВ | 1968 |
|
SU207666A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОГО РАЗДЕЛЕНИЯ КРИСТАЛЛОВ СЛЮДЫ | 1972 |
|
SU435945A1 |
:CD
.2
21
Фиг.Э
