Известны устройства для резки прутков до упора. Они содержат станину со смонтированными на ней ножами и приводом. При работе на этих устройствах получается большой отход металла, получающийся за счет некратности прутка длине заготовки.
Предлагаемое устройство отличается от известных тем, что на станине, перемещаемой Едоль оси подачи прутка, установлена иеред ножами на расстоянии, равном длине одной заготовки, промежуточная подпружиненная опора, регулируемая в направлении оси подачи прутка и связанная системой автоматического управления с конечным выключателем, сообщающим сигнал на включение привода ножа. Такая конструкция устройства позволяет экономить материал, поступающий для дальнейщей обработки на автомат, преимущественно цепевязальный, и повысить его производительность.
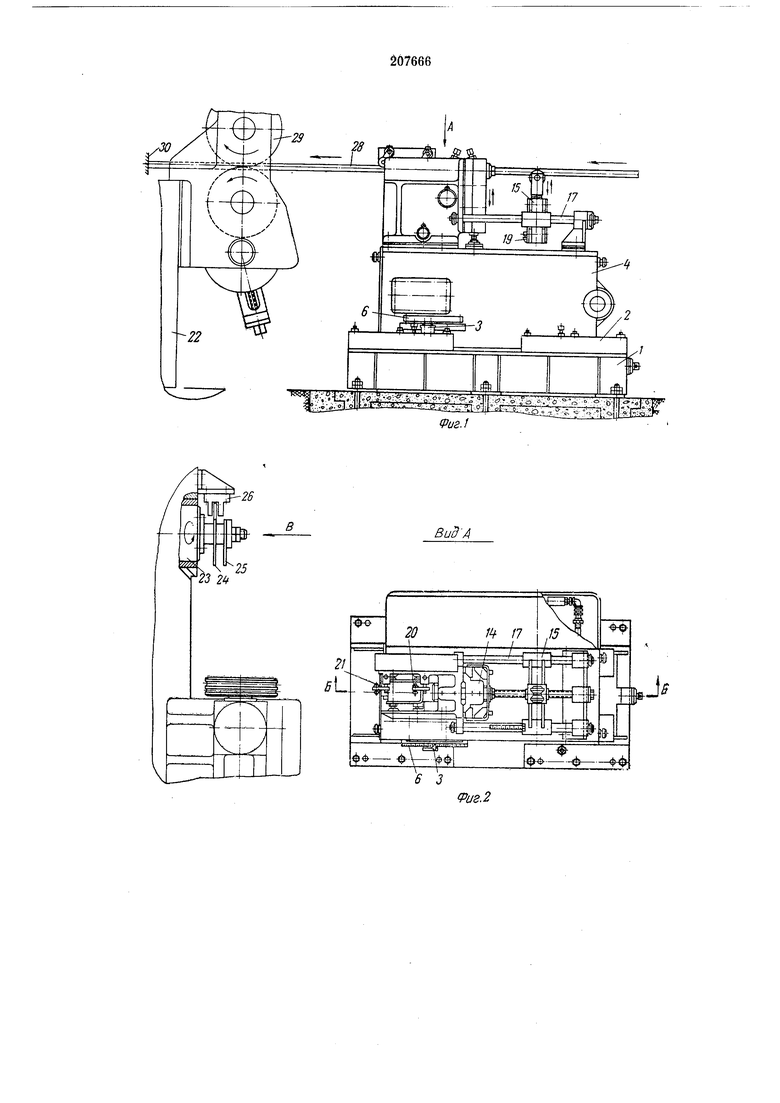
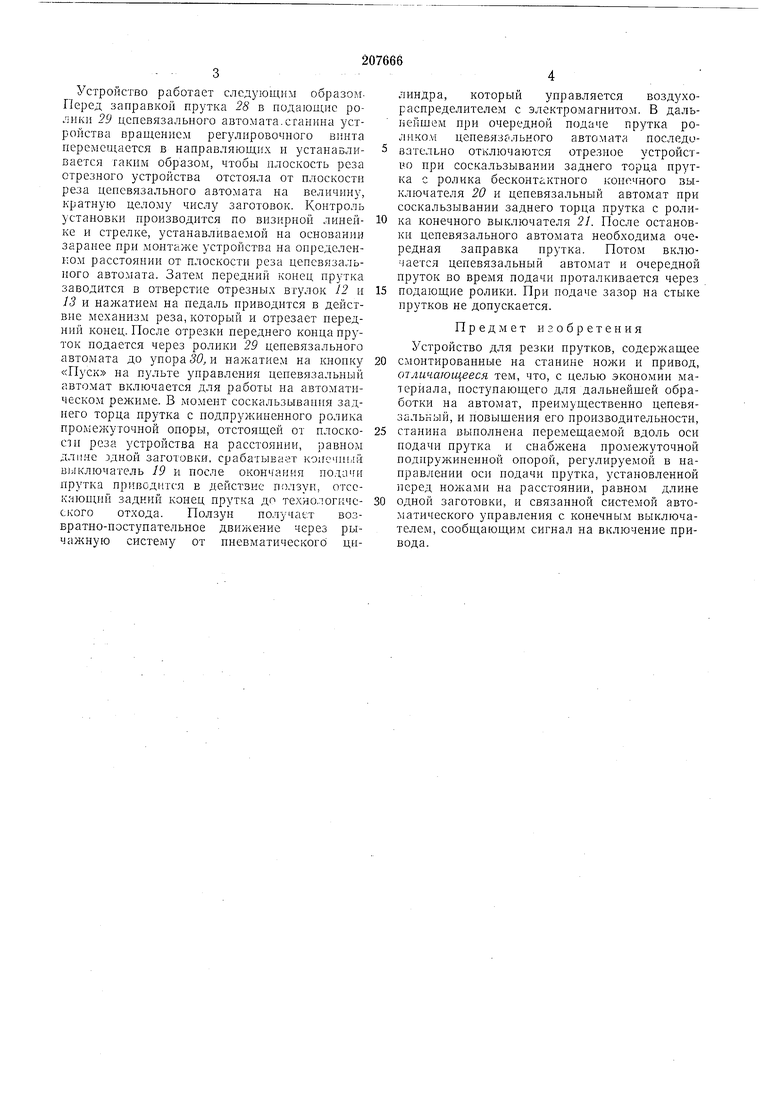
На фиг. 1 изображено описываемое устройство совместно с цепевязальным автоматом, общий вид; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - вид по стрелке В на фиг. 2.
гулировочного винта 5. На станине имеется визирная линейка 6; к станине на оси 7 подвещен сдвоенный пневматический цилиндр 8. Шток 9 цилиндра соединен с рычажной системой 10, смонтированной в корпусе 11, имеющем неподвижную отрезную втулку 12. Подвижная отрезная втулка 13 размещена в ползуне 14, который может перемещаться в вертикальной плоскости. Промежуточная подпружиненная опора 15 с подпружиненным роликом 16 может перехмещаться по направляющим штангам 17 при помощи регулировочного винта 18 и устанавливаться от плоскости реза устройства на расстоянии, равном длине одной
заготовки звена цепи.
На промежуточной опоре 15 установлен конечный выключатель 19. На корпусе 11 смонтированы бесконтактный конечный выключатель 20 для предотвращения сдвоенного хода ползуна и бесконтактный выключатель 21 для выключения муфты цепевязального автомата 22 при очередной заправке прутка. На кулачковом валу 23 цепевязального автомата установлены кулачки 24 и 25 и бесконтактные выключатели 26 и 27, предназначенные для синхронизации работы отрезного устройства с работой цепевязального автомата в режиме цикловой диаграммы цепевязального автом Устройство работает следующим образомПеред заправкой прутка 28 в подаюд;не ролики 29 цепевязального автомата.станина устройства вращением регулировочного винта перемещается в направляющих и устанавливается таким образом, чтобы плоскость реза отрезного устройства отстояла от плоскости реза цепевязального автомата на величину, кратную целому числу заготовок. Контроль установки производится по визирной линейке и стрелке, устанавливаемой на основании заранее при монтаже устройства на определенном расстоянии от плоскости реза цепевязального автомата. Затем передний конец прутка заводится в отверстие отрезных втулок 12 и 13 и нажатием на педаль приводится в действие механизм реза, который и отрезает передний конец. После отрезки переднего конца пруток подается через ролики 29 цепевязального автомата до упора 5/9, и нажатием на кнопку «Пуск на пульте управления цепевязальный автомат включается для работы на автоматическом режиме. В момент соскальзывания заднего торца прутка с подпрул иненного ролика проме/куточной опоры, отстоящей от плоскости реза устройства на расстоянии, равном длине здной заготовки, срабатывает копечшяй выключатель 19 и после окончания подачи прутка приводится в действие ползун, отсекаюиип задний конец прутка до техно.лоп ческого отхода. Ползун получает возвратно-поступательное движение через рычажную систему от пневматического цилиндра, который управляется воздухораспределителем с электромагнитом. В дальнейщем при очередной подаче прутка роликол цепевязгльного автомата последовательно отключаются отрезное устройство при соскальзывании заднего торца прутка с ролика бесконтактного конечного выключателя 20 и цепевязальный автомат при соскальзывании заднего торца прутка с ролика конечного выключателя 21. Поеле остановки цепевязального автомата необходима очередная заправка прутка. Потом включается цепевязальный автомат и очередной пруток во время подачи проталкивается через
подающие ролики. При подаче зазор на стыке прутков не допускается.
Предмет изобретения
Устройство для резки прутков, содержащее смонтированные на станине ножи и привод, отличающееся тем, что, с целью экономии материала, ностунающего для дальнейщей обработки на автомат, преимущественно цепевязалькый, и повыщения его производительности, станина выполнена перемещаемой вдоль оси подачи прутка и снабжена промежуточной подпружиненной опорой, регулируемой в направлении оси подачи прутка, установленной перед ножами на расетоянии, равном длине одной заготовки, и евязанной еиетемой автоматического управления с конечным выключателем, сообщающим сигнал на включение нривода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И РЕЗКИ ПРОВОЛОКИ, ПРУТКОВ, ЛЕНТЫ И ДРУГИХ ПОДОБНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2253531C1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Устройство для мерной подачи заготовки | 1981 |
|
SU1050865A1 |
| Цепевязальный автомат | 1979 |
|
SU1022396A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Правильно-отрезной станок для прут-КОВОгО МАТЕРиАлА | 1978 |
|
SU814527A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
| Автомат цепевязальный | 1980 |
|
SU925512A1 |