Известный способ прокатки труб в раскатном трехвалковом стапе косой прокатки на плавающей ступенчатой оправке не позволяет прокатывать тонкостенные трубы, а также трубы с переменным внутренним диаметром, поскольку образующийся трехгранный раструб па конце трубы мешает ее извлечению из валков стана.
Предложенный способ обеспечивает получение тонкостенных труб и труб с переменным внутренним диаметром благодаря-использованию ступенчатой- оправки, свободпо перемещающейся в валках вместе с трубой при строгом фиксировании ее относительно одного из торцов раскатываемой гильзы или перемещении по заданной программе.
Для осуществления этого способа предлагается применять оправку, имеющую на одном конце фланец, диаметр которого больше внутреннего диаметра гильзы, но меньще наружного диаметра трубы, а диаметр ее другого конца меньще внутреннего диаметра трубы.
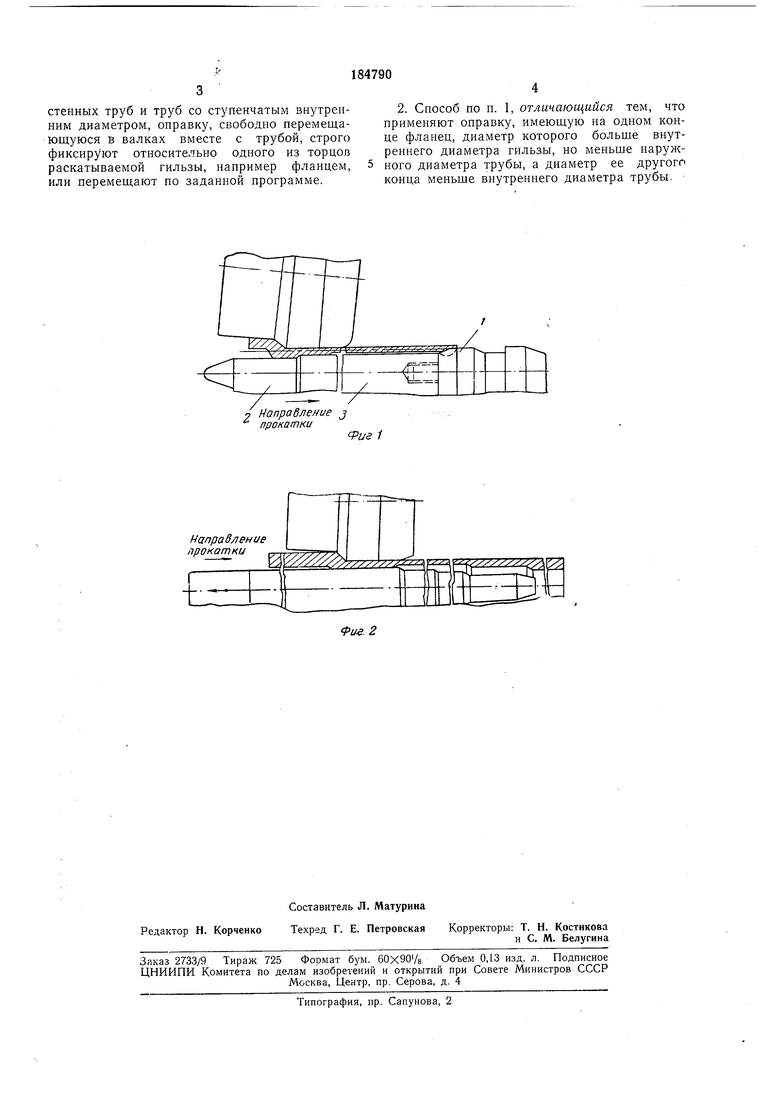
Па фиг. 1 изображена схема очага деформации при прокатке труб на ступенчатой оправке; на фиг. 2 -схема очага деформации при прокатке труб с перемеи ением оправки по заданной программе специальпым механизмом, размещенным с входной стороны раскатного стана.
Оправка имеет на одном конце фланец / небольшой длины диаметром на 2-3 мм больше внутреннего диаметра трубы, утоненный конец 2, диаметр которого не более 0,8 диаметра прокатываемой трубы, и среднюю часть 3. Фланец / может быть съемным.
Благодаря ступенчатости средней части 3 оправки можно получать трубы с переменным внутренним диаметром.
Предложенный способ заключается в том, что используемая оправка обеспечивает скорость ее продольного перемещения, равную естественной скорости продвижепия торца прокатываемой трубы. При этом задний конец трубы получается утолщенным, что исключает возможность образования трехгранных раструбов. Паиболее рационален этот способ при прокатке труб мерных и кратных длин.
В случае прокатки труб разной длины целесообразно применять специальные механизмы, расположенные с выходной или входной стороны стана, которые обеспечивают программированное перемещение оправки в
очаге деформации (см. фиг. 2).
стенных труб и труб со ступенчатым внутренним диаметром, оправку, свободно перемещающуюся в валках вместе с трубой, строго фиксируют относительно одного из торцов раскатываемой гильзы, например фланцем, или перемещают по заданной программе.
2. Способ по п. 1, отличающийся тем, что применяют оправку, имеющую на одном конце фланец, диаметр которого больще внутреннего диаметра гильзы, но меньше наружного диаметра трубы, а диаметр ее другого конца меньще внутреннего диаметра трубы.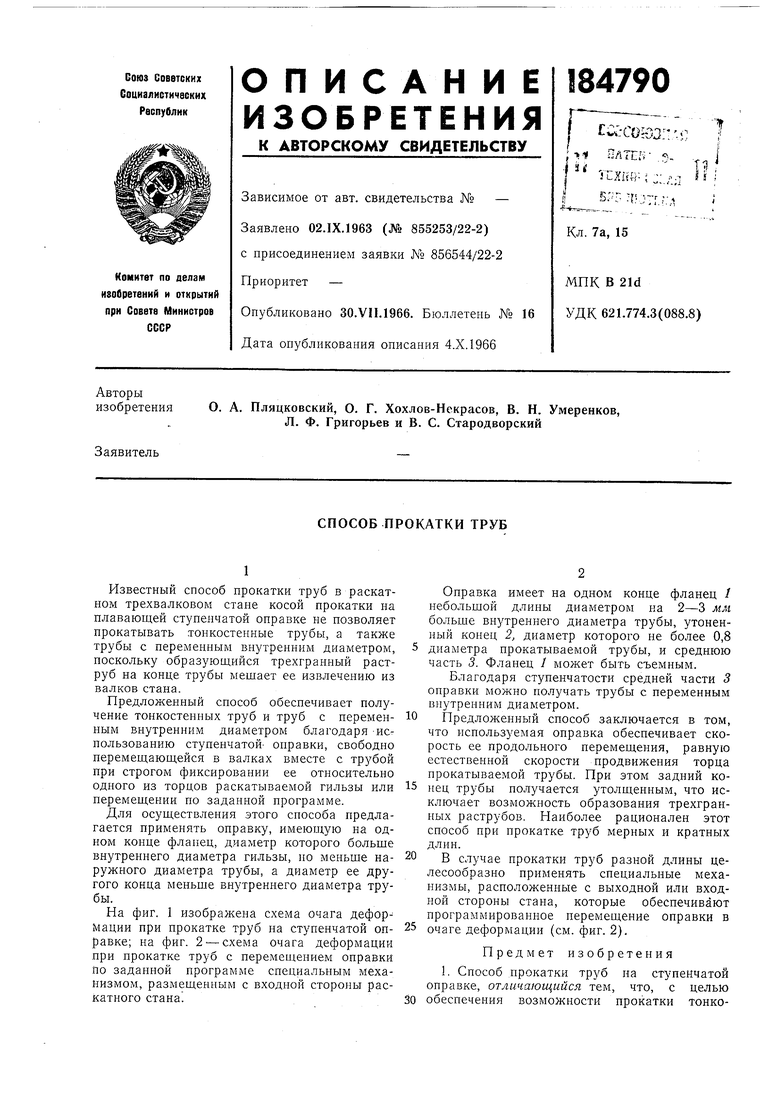
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1995 |
|
RU2067507C1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |
2 Напрабление j прокатки
Фг/г /
Направление прокатки
