Известные устройства для формования ленты стекла, содерл ащие несоосно расположенные нижний и верхний охладительные прокатные валы с соотношением диаметров от 1 : 3 до 1 : 10 и транспортирующие ролики, не обеспечивают равномерного распределения температуры по ширине формуемой ленты.
В описываемом устройстве для равпомерного распределения темнературы верхний вал снабжен многоходовой винтовой нарезкой с левым и правым направлением витков, а транспортирующие ролики установлены ниже калибровочной щели прокатных валов с возможностью регулировки угла наклона.
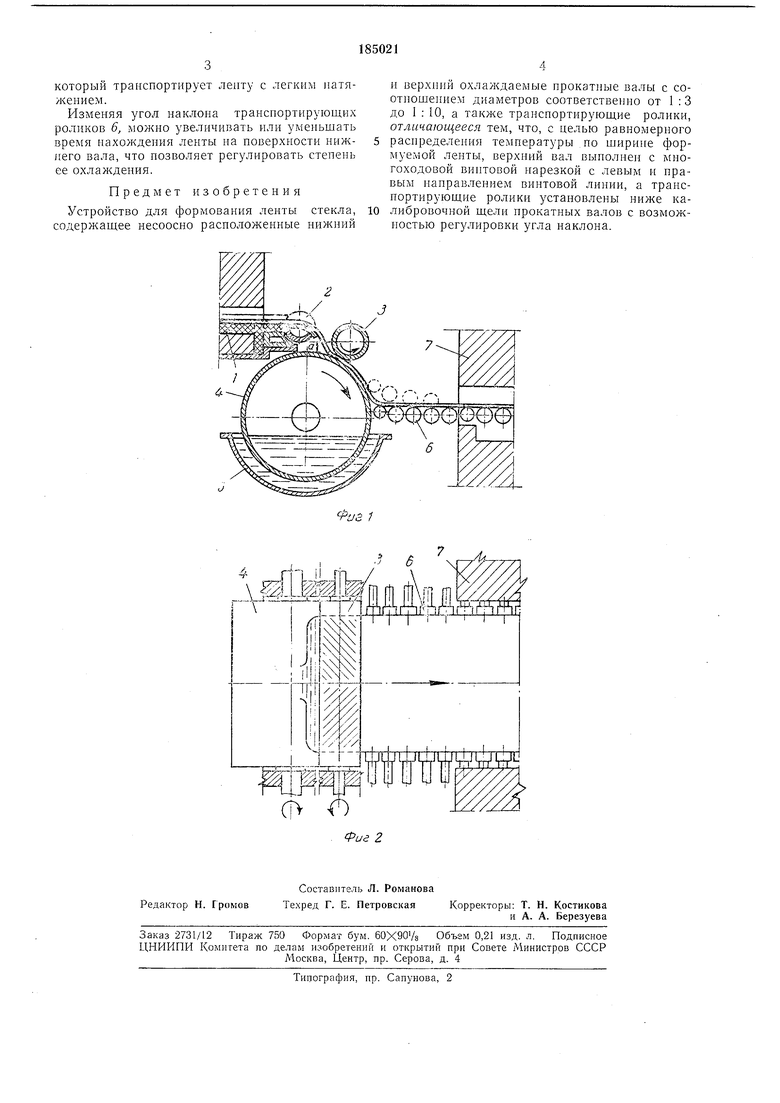
На фиг. 1 изображено описываемое устройство, вертикальный разрез; па фиг. 2 - то же, в плане.
Стекломасса при 1300 1320°С поступает непрерывным потоком из ванной печи по желобу / в струйный питатель 2. Количество вытекающей из питателя стекломассы зависит от щирины, толщины и скорости прокатываемой ленты. Зазор а может быть норядка 10-ЗОмм для предохранения ленты от образования складок при падении.
При 1250- 300°С стекломасса прокатывается между двумя валами различных диаметров: верхним 3 и нижним 4. Соотнощение диаметров верхнего и нилшего валов соответственно от 1 :3 до 1:10. Ось вала 4 смещена относительно оси вала 3 в сторону ванной печи. Нижпий вал погружеп в корыто 5, где охлаждается проточной водой. Для охлаждения верхнего вала вода подается во внутреннюю его полость. Окружная скорость нижнего вала равна скорости верхнего илн превышает ее (до 20о/о).
Поверхность верхнего прокатного вала выполнена с многоходовой винтовой нарезкой высотой 0,5-5 Л1М, ширнной 1 -10 Л1м и с шагом 200-700 мм. Направление витков на одной половине вала .левое, на другой - правое.
Благодаря винтовой парезке поступающая из струйного питателя на нижний вал стекло5масса с необходимой для формовки стекла вязкостью принудительпо распределяется по ширине формуемой ленты, создавая равномерный, почти стабильный градиент температур, обеспечивающий процесс формования качест0вегпюй ленты.
В результате быстрого принудительного распределения стекломассы на поверхности нил него вала температура бортовых участков формуемой ленты незначительно отличается
5 от центрального участка.
Транспортирующие ролики 6, расположенные калибровочной щели прокатных валов, снимают без деформации готовую ленту, охлаладенную до 590-690°С, и нодают ее на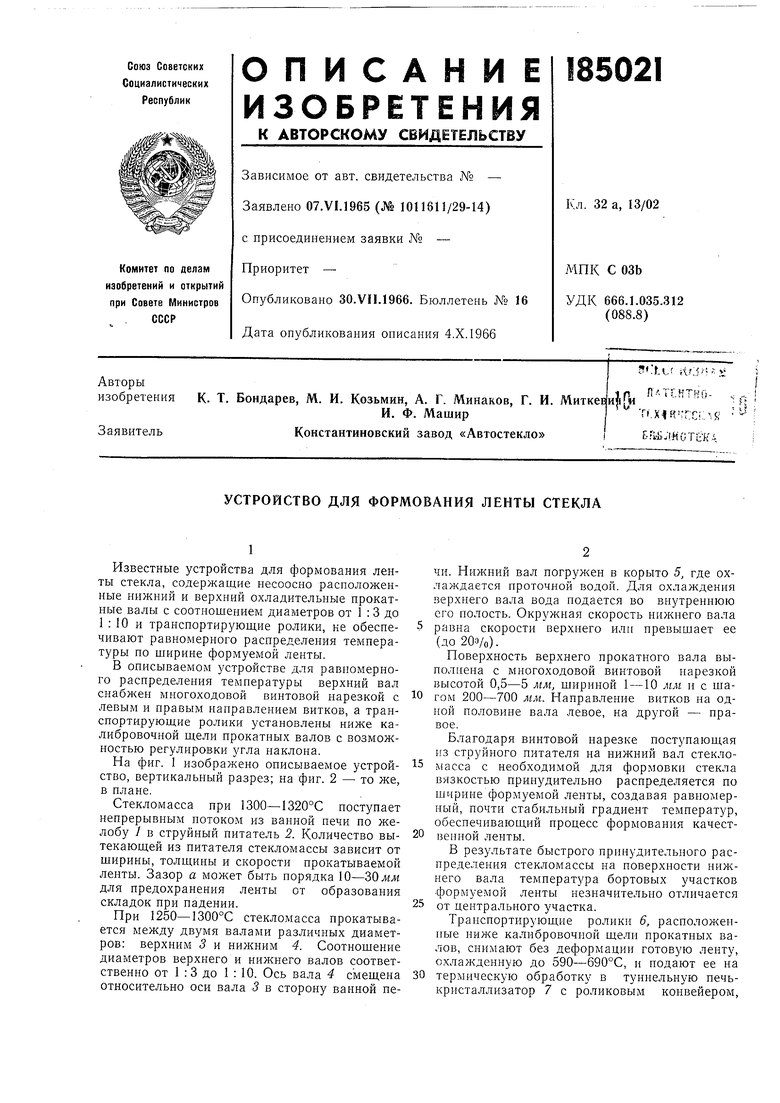
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФОРМОВАНИЯ ЛЕНТЫ СТЕКЛА | 1971 |
|
SU297596A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ТРУБ | 1970 |
|
SU267026A1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| БИБЛИОТЕКА МАШИНА ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ТРУБ~ | 1971 |
|
SU298546A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ листового СТЕКЛА | 1971 |
|
SU308979A1 |
| Устройство для изготовления листового стекла | 1978 |
|
SU791662A1 |
| Машина для непрерывной прокатки ленты из стекломассы | 1980 |
|
SU996341A1 |
| Устройство для вытягивания вниз листового стекла | 1975 |
|
SU535227A1 |
| Устройство для изготовления листового стекла | 1968 |
|
SU1244116A1 |
| Способ изготовления декоративной ленты стекла | 1981 |
|
SU1011568A1 |
