Известны устройства для распределения проката с цепного транспортера по поточным линиям, состоящее из транспортера, подающего прокат, и ряда поперечных отводящих рольгангов.
Отличительной особенностью предлагаемого устройства является то, что поперечные рольганги установлены над потоком труб и снабжены электромагнитами, управляемыми с помощью датчиков положепия труб под рольгангом через командный счетчик. Это позволяет значительно упростить конструкцию и обеспечить равиомерное и, в случае необходимости, избирательное распределение труб по заданной программе.
Для автоматизации отбора немерных труб в каждой линии установлено два датчика по длине трубы. Они связаны с командным счетчиком схемой, обеспечивающей подачу сигнала иа счетчик только при одновременном импульсе с обоих датчиков.
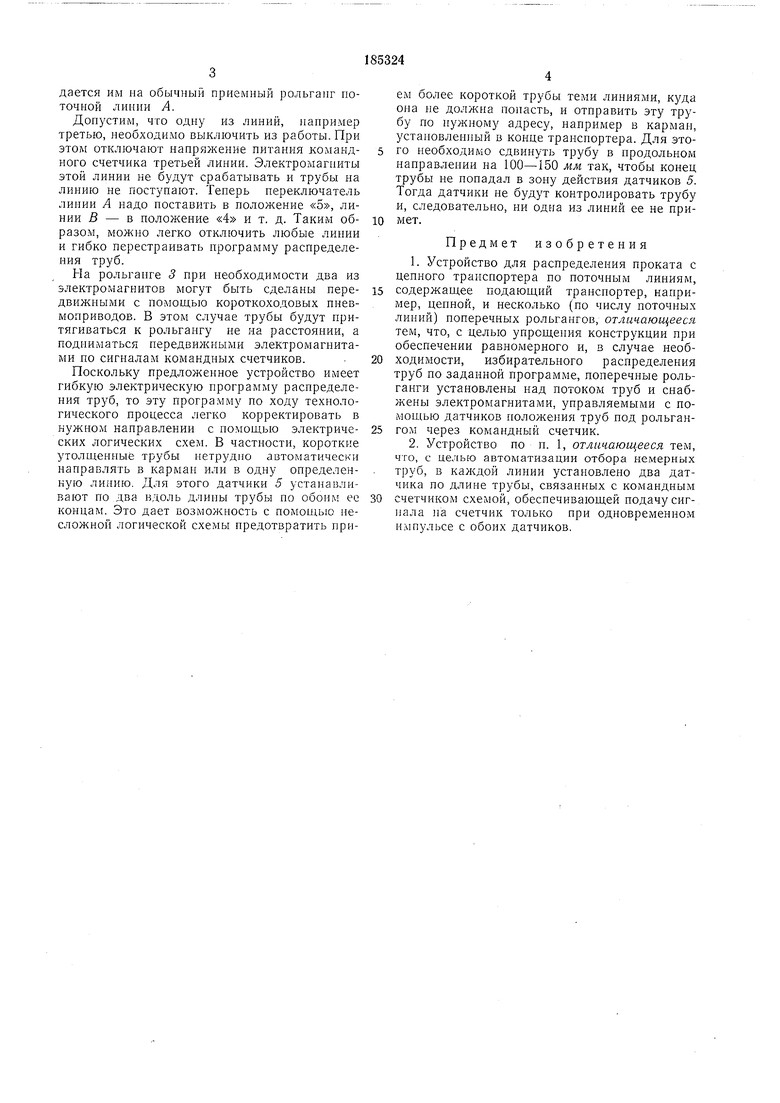
Па фиг. 1 изображено описываемое устройство, вид сбоку; на фиг. 2 - то же, в плане.
Трубы 1 перемещаются цепным транспортером 2 от холодильника стана в направлении, указанном стрелкой. С транспортера трубы распределяются по линиям А, ВN отделки. Па каждую из линий трубы передаются соответствующим электромагнитным рольгангом 3, установленном над потоком труб. Электромагниты 4 могут быть встроены в ролики рольгангов, либо помещепы роликами с таким расчетом, чтобы притянутая снизу к рольгангу 3 труба имела зазор относительно
полюсов электромагнитов.
Против каждого из рольгангов под трубат (или над ними) установлены датчики 5 положения труб, например индуктивные. Каждый из датчиков при прохождении над ним
трубы посылает сигнал в командный счетчик б, представляющий собой обычный электрический счетчик, в котором имеется орган уставки, например переключатель на ;V положений. Предположим переключатель установлен в
положении «4. Это означает, что как только четвертая,по счегу труба пройдет над датчиком 5, получающий от него сигналы командный счетчик 6 выдаст сигнал на включение электромагнитов 4.
Устройство работает следующим образом.
Пусть, например, имеется щесть линий и все
они включены в работу. Тогда переключатель
командного счетчика первой линии ставится в
положение «6, второй - в положение «5 и
т. п. Каждый раз, когда под рольгангом линии А отделки проходит щестая по порядку труба, от сигиала командного счетчика срабатывают электромагниты 4, в результате чего шестая труба притягивается к рольгангу 3
дается им на обычный приемный рольганг поточной лниИИ А.
Допустим, что одну из линий, нанрнмер третью, необходимо выключить из работы. При этом отключают напряжение питания командного счетчика третьей линии. Электромагниты этой линии не будут срабатывать и трубы на линию не поступают. Теперь переключатель линии А надо поставить в положение «5, линии В - в положение «4 и т. д. Таким образом, можно легко отключить любые линии и гибко перестраивать программу распределения труб.
На рольганге 3 при необходимости два из электромагнитов могут быть сделаны передвижными с помощью короткоходовых пневмоприводов. В этом случае трубы будут притягиваться к рольгангу не на расстоянии, а подниматься передвижными электромагнитами по сигналам командных счетчиков.
Поскольку предложенное устройство имеет гибкую электрическую программу распределения труб, то эту программу по ходу технологического процесса легко корректировать в нзжном направлении с нолюидью электрических логических схем. В частиости, короткие утолщенные трубы нетрудно автоматически направлять в карман или в одну определенную линию. Для этого датчики 5 устанавливают по два вдоль длины трубы но обонм ее концам. Это дает возможиость с помощью несложной логической схемы нредотвратить прием более короткой трубы теми линиями, куда она не должна попасть, и отправить эту трубу по нужному адресу, например в карман, установленный в конце траиснортера. Для этого необходимо сдвинуть трубу в продольном направлении на 100-150 мм так, чтобы конец трубы не попадал в зону действия датчиков 5. Тогда датчики не будут контролировать трубу и, следовательно, ни одна из линий ее не примет.
Предмет изобретения
1.Устройство для распределения проката с цепного транспортера по поточным линиям,
содержащее подающий транспортер, например, цепной, и несколько (по числу поточных линий) поперечных рольгангов, отличающееся тем, что, с целью упрощения конструкции при обеспечении равномерного и, в случае необходимости, избирательного распределения труб по заданной программе, поперечные рольганги установлены над потоком труб и снабжены электромагнитами, управляемыми с помощью датчиков положения труб под рольгангом через командный счетчик.
2.Устройство по п. 1, отличающееся тем, что, с целью автоматизации отбора немерных труб, в каждой линии установлено два датчика по длиие трубы, связанных с командным
счетчиком схемой, обеспечивающей подачу сигнала на счетчик только при одновременном и.мпульсе с обоих датчиков.
m ю ю /D ю /D
DП
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Устройство для автоматическогоРАСпРЕдЕлЕНия ТРуб пО пОТОчНыМ лиНияМиХ ОТдЕлКи | 1979 |
|
SU806186A1 |
| Устройство для перемещения проката в линии отделки | 1990 |
|
SU1713704A1 |
| УСТРОЙСТВО для РАСПРЕДЕЛЕНИЯ ПРОКАТА ПО ПОТОЧНЫМ ЛИНИЯМ | 1965 |
|
SU171836A1 |
| Устройство для сортировки мелкосортного проката | 1979 |
|
SU867537A1 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ ПРОКАТА С ПОДВОДЯЩЕГО РОЛЬГАНГА ПО ПАРАЛЛЕЛЬНЫМ ПОТОЧНЫМ ЛИНИЯМОТДЕЛКИ | 1968 |
|
SU208632A1 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ТРУБ ПО ПОТОЧНЫМЛИНИЯМ | 1968 |
|
SU206507A1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU304018A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Устройство для распределения труб по поточным линиям | 1976 |
|
SU564027A1 |
4 л/
