Известны способы лоштучного йоочередйого, а также избирательного распределения проката 1C подводящего рольганга по параллельным поточным линиям отделки.
Способ, согласно изобретению, позволяет максимально уплотнить загрузку всех поточных линий 1П,ри лодаче проката с широким диапазоном по длине, что повышает производительность участка электрохимической обработки проката, куда прокат падают отводящими рольгангами.
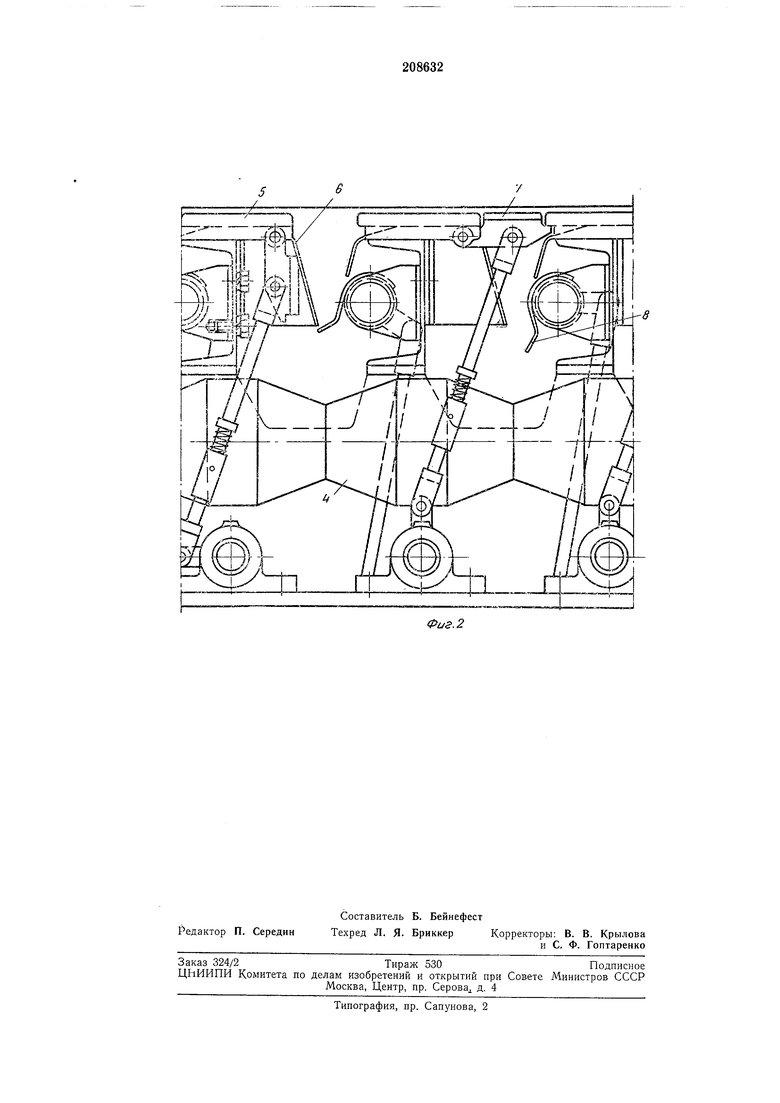
На фиг. 1 дана схема расположения поточных линий, поясняющая способ; на фиг. 2 - схема накопителя и его клапанов.
Прокат, преимущественно трубы, подают по однониточному рольгангу / к яаперечнаму транспортеру 2, перемещающему прокат поперек поточных линий 3, состоящих из отводящих рольгангов 4.
Между направляющими 5 и рольгангами 4 на каждой поточной линии предусмотрен промежуточный накопитель 6 с клапанам загрузки/и клапаном разгрузки 8.
При отсутствии в накопителе ироката подается сигнал на раскрытие загрузочного клапана, и очередная штука проката, проходящая над накопителем, сваливается в него. После этого клапан загрузки автоматически закрывается. Последующие трубы перемещаются по направляющим к другим линиям. При наличии в накопителе проката в тот (Момент, когда задний конец предыдущей щтуки, находящейся на этой линии, например, входит в ванну для электрохимической обра;ботки, подается
сигнал на раскрытие клапана разгрузки, и прокат из накопителя подается на рольганг. После сброса трубы из накопителя клапан разгрузки закрывается и вновь подается импульс «а раскрытие клапана загрузки.
Для того чтобы обеспечить загрузку всех линий, скорость .рольганга 1 выбирают несколько большей суммы скоростей всех поточных линий. Избыточный прокат, не попавший ни в один -из накопителей, возвращают к подводящему рольгангу / по рельгангу 9.
Предмет изобретения
Способ распределения проката с подводящего рольганга по параллельным поточным
линиям отделки, на участке электрохимической обработки проката в ваннах, включающий непрерывную подачу проката с подводящего рольганга поперечным транспортером и избирательную раздачу проката на параллельные отводящие рольганги, отличающийся тем, что, с целью повышения производительности поточных линий при подаче проката с широким диапазоном по длине, передачу проката с транспортера на линию осуществляют через ку ,когарого лодают при отсутствии в нем проката, а сигнал на разгрузку - три наличии в нем Проката в .момент прохождения задним концом предыдущей штуки проката входного отверстия /ванны, .причем подводящему роль-5 гангу сообщают, скорость, .превышающую сумму скоростей всех поточных линий, а избыточный прокат, не .попавший ни в один из нако.пителей, возвращают к подводящему рольгангу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия термоцинкования труб | 1983 |
|
SU1164310A1 |
| СХЕМА ТРАНСПОРТНОГО УСТРОЙСТВА АВТОМАТИЧЕСКОЙ ЛИНИИ С РАЗВЕТВЛЕННЫМ ПОТОКОМ | 1967 |
|
SU198869A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА С РОЛЬГАНГА НА ХОЛОДИЛЬНИК | 2004 |
|
RU2268801C2 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ТРУБ ПО ПОТОЧНЫМЛИНИЯМ | 1968 |
|
SU206507A1 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ПРОКАТА ПО ПОТОЧНЫМ ЛИНИЯМ | 1973 |
|
SU405615A1 |
| Устройство для транспортирования проката | 1983 |
|
SU1093376A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНОГО КАМНЯ | 1971 |
|
SU428946A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| УСТРОЙСТВО для РАСПРЕДЕЛЕНИЯ ПРОКАТА С ЦЕПНОГО ТРАНСПОРТЕРА ПО ПОТОЧНЫМ ЛИНИЯМ | 1966 |
|
SU185324A1 |

..,.,--Р
-%fNrt-.H
