Изобретение относится к прокатному производству и может быть использовано в поточных линиях трубоотделки при контроле качества труб. . Известно устройство для перемещения проката в линии отделки, содержащее рольганг, механизм подъема проката в виде поворотных рычагов с каретками и перекладыватель, выполненный в виде многосекционных наклонных решеток.
Недостатком этого устройства является низкая производительность из-за невозможности передачи труб с одной наклонной решетки на другую во время обработки трубы в станке, установленном в ЛИНИ этих решеток. .
Наиболее близким к предлагаемому по технической сущности является устройство, содержащее рольганг, механизм подъема проката на второй уровень, транспортер с тележками и перекладыватель.
Однако эта конструкция не обеспечивает высокой производительности линии, так как при передаче труб над рольгангом перекрываете поток поступающих на рольганг труб и происходит их накопление на транспортере.- -. . ..
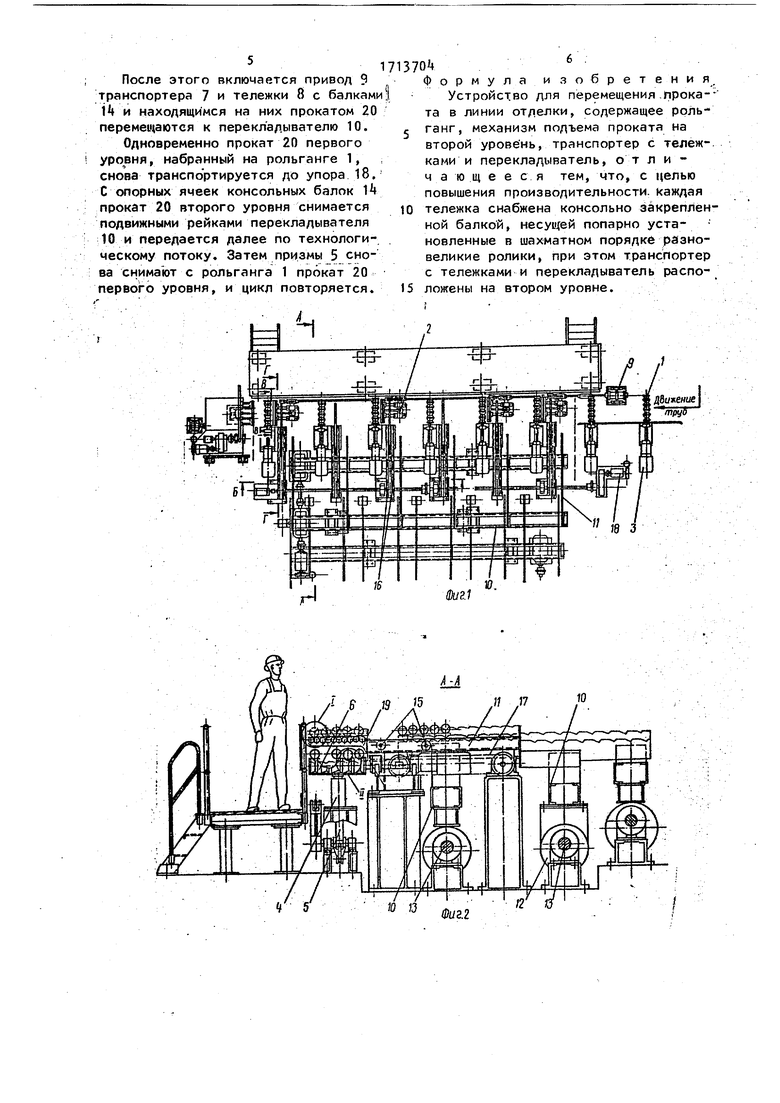
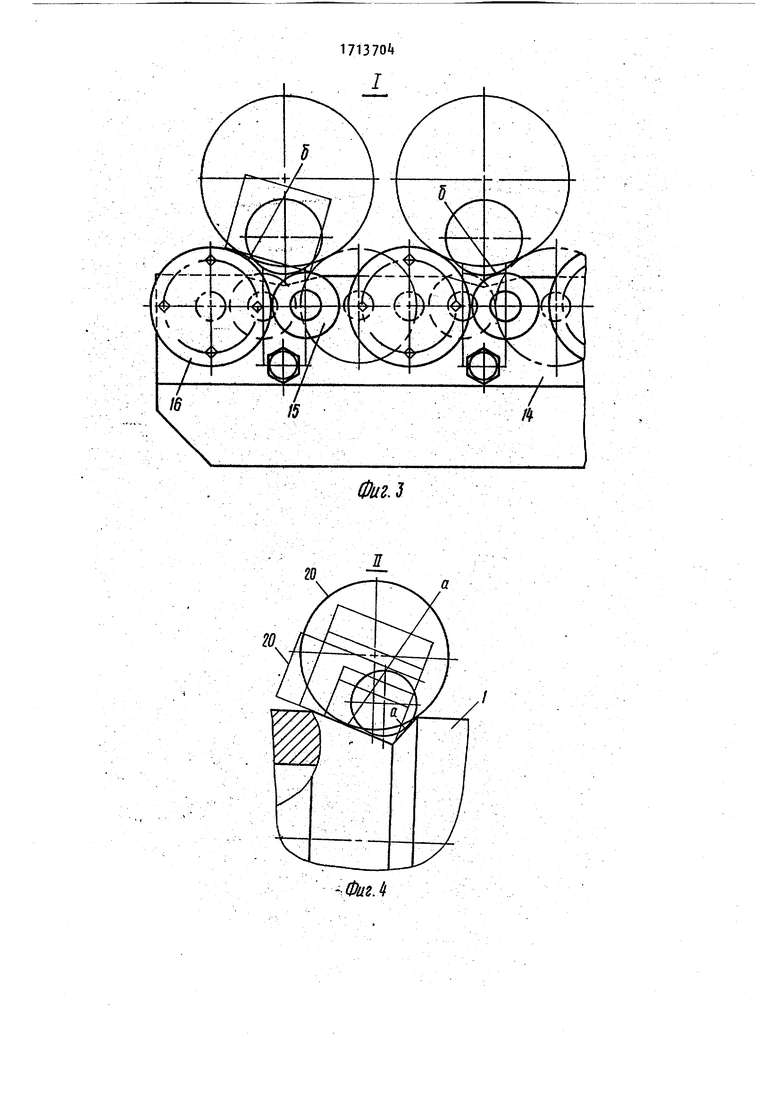
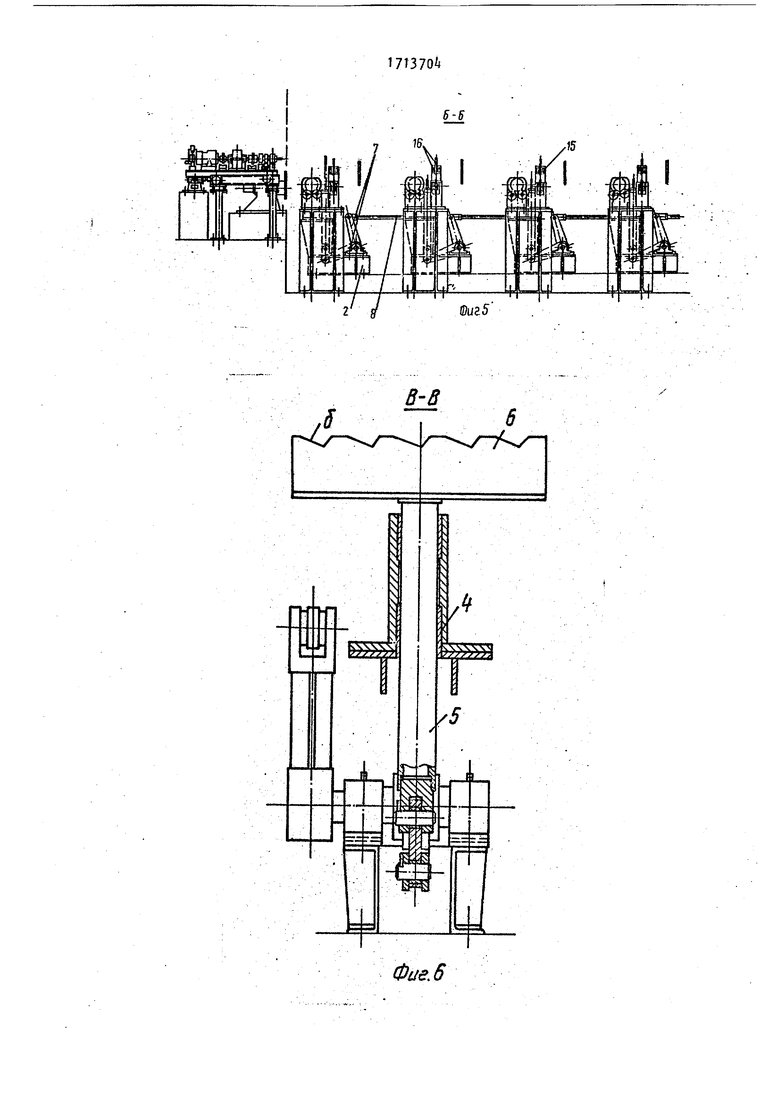
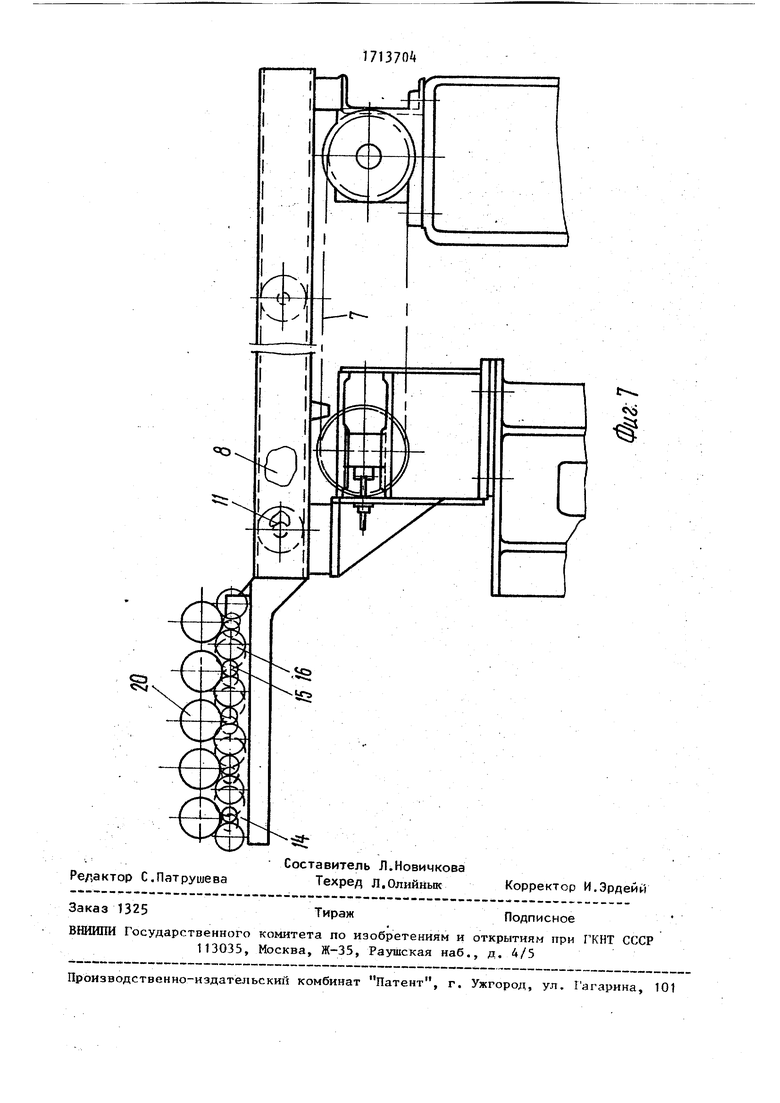
Цель изобретения - повышение производительности.. Для этого в устройстве лля перемещения проката в линии отделки, содержащем механизм подъема проката на второй уровень, транспортер с тележками и переключатель, каждая тележка снабжена консольно закрепленной балкой, несущей попарно установленные в шахматном порядке разновеликие ролики, при этом транспортер с тележками и перекладыватёль расположены на втором уровне. Такое конструктивное выполнение устройства позволяет повысить произ водительность поточной линии за счет совмещения операций накопления и транспортирования труб на опорных ячейках роликов многоручьевого рольганга с контролем труб, находящихся на опорных роликовых ячейках консоль ных балок. Кроме того, консольное расположение балок на тележках транспортера обеспечивает доступ к зону контроля, и выполнение опорных ячеек балок с разновеликими роликами поз- волит устойчиво кантовать при контроле как круглые, так и профильные трубЫо На фиг. 1 изображено устройство для перемещения проката в линии отделки,, общий вил; на фиг. 2 - сече,ние А-А на фиг. 1; на фиг, 3 - узел. I на фиг, 2; на фиг. - узел ,11 на фиг.2; на фиг. 5 сечение Б-Б на фиг.1; на фиг. 6 - сечение В-В на фиг.1; на фиг.7 - сечение Г-Г на фиг.1. Устройство для перемещения проката в линии отделки содержит рольганг 1 и механизм 2 г1одъема проката на второй уровень. Ролики в рольганге 1 выполнены многоручьевыми, установлены консольно и имеют индивидуальны приводы 3. Механизм 2 подъема расположен в линии рольганга и выполнен . в виде толкателей k с многопозиционными призмами 5 и привода 6. К линии рольганга на втором уровне примыкают транспортер 7 с тележками 8 и при водом 9, а также перекладыватёль 10 с , подвижными и неподвижными рейками. Тележки смонтированы на катках Ив направляющих 12 и 13. Каждая тележка 8 снабжена консольно закрепленной балкой 1А, несущей попарно установленные в шахматном порядке разновели кие ролики 15 и 16, Ролики 15 и 16 об 1 разуют опорные ячейки для проката. Транспортер 7 с тележками 8 и перекладыватёль 10 расположены на втбром уровне. Ролики 15 и 1б образуют опорные ячейки для труб. В положении кантовки проката опорные ячейки а роликов и опорные ячейки S консольных балок находятся один над другим. Устройство имеет кантователь 17 расположенный с торца рольганга и предназначенный для зажима и вращения проката вокруг продольной оси. В кантователе установлен упор 18 для ориентации передних торцов изделий перед кантовкой, С противоположной стороны от перекладывателя расположена рабочая смотровая площадка 19 для контроля проката. Устройство работает следующим образом. Прокат 20 набирается -партиями на многоручьевом рольганге 1 и транспортируется до упора 18 для ориентации . передних торцов. При этом призмы механизма 2 подъема опущены и находятся ниже роликов рольганга, а коксольные балки Ik тележек 8, находящихся на втором уровне, отведены транспортером 7 от линии рольганга и находятся около реек переключателя 10, также находящегося на втором уровне. Включается привод 6 механизма 2 подъема, и призмы 5 снимают прокат 20 первого уровня с рольганга и поднимают его на второй уровень выше уровня консольных балок 14. В это время на рольганге 1 начинается набор очередной партии проката, Тележки 8 реверсивным включением привода 9 транспортера 7перемещаются/ к линии рольганга 1. Консольные балки 1 А устанавливаются опорными ячейкамй, образованными роликами 15 и 1б, под прокатом 20, находящимся на призмах 5 механизма 2 подъема. Затем призмы 5 опускаются в исходное положение и прокат 20 второго уровня укладывается на опорные ячейки балок 1, Включается кантователь 17 и прокат 20 второго уровня кантуется на роликах 15 и 16 вокруг продольной оси. Оператор с площадки 19 ведет контроль наружной поверхности проката.
После этого включается привод Я транспортера 7 и тележки 8 с балками И и находящимся на них прокатом 20 перемещаются к перекладывателю 10.
Одновременно прокат 20 первого уровня, набранный на рольганге 1, снова транспортируется до упора 18. С опорных ячеек консольных балок Ik прокат 20 второго уровня снимается подвижными рейками перекладывателя 10 и передается далее по технологическому потоку. Затем призмы 5 снова снимают с рольганга 1 прокат 20 первого уровня, и цикл повторяется.
k
Формулаиз обретения. Устройство для перемещения.hpoKa-та в линии отделки, содержащее рольГанг, механизм подъема проката на второй уровень, транспортер с тележ-. ками и перекладыватель, о т л и чающееся тем, что, с целью повышения производительности, каждая тележка снабжена консольно закрепленной балкой, несущей попарно установленные в шахматном порядке разновеликие ролики, при этом транспортер с тележками и перекладыватель расположены на втором уровне.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной передачи круглого проката | 1990 |
|
SU1759493A1 |
| Устройство для межоперационной передачи длинномерных деталей с одного конвейера на другой | 1982 |
|
SU1077845A1 |
| Кантователь | 1986 |
|
SU1389895A2 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| Устройство для поперечной передачи проката, например, на отводящий рольганг | 1974 |
|
SU503607A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| Кантователь | 1981 |
|
SU997886A1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
| Агрегат для упаковки рулонов проката | 1983 |
|
SU1131775A1 |
| Пакетировочная машина для сортового проката андриенко | 1976 |
|
SU604602A1 |
Изобретение относится к прокатному производству и наиболее эффективно моАет быть использовано на участках контроля наружной поверхности как круглых, так и профильных труб. Целью изобретения является повышение производительности. К линии рольганга примыкает реечный перекла- дыватель, выполненный в виде двух качающихся балок с закрепленными на них подвижными рейками, установленных на эксцентриках. Между рольгангом и перекладывателем расположен передающий механизм, представляющий собой тележки, перемещающиеся на катках по направляющим и установленные на цепном транспортере от общего' привода. На каждой тележке консольно установлены несущие балки, на которых попарно закреплены в шахматном'порядке разновеликие ролики. В кантовате-. ле расположен упор для ориентации передних торцов труб перед кантовкой. 7 ил.§wс
-ФигЛ
Фиг. I
а
Фиеб
| Устройство для передачи труб к станкам поточной линии | 1981 |
|
SU1013213A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (Sf^} УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ПРОКАТА В ЛИНИИ ОТДЕЛКИ | |||
