Изобретение относится к прокатному производству, в частности к производству мелкосортного проката в прутках и может быть использовано например, для отделения немерного пруткового проката от мерного. Известно устройство для сортировки мелкосортного проката к ножницам холодной резки, содержащее отводящий рольганг, подвижной упор и электромагнит, одна сторона которого расположена параллельно плоскости реза и равна ширине ножа, а другая не пре вьшает разности между длинами мерног и немерного проката 11. Конструкция ножниц холодной резки, в которых прокат поступает со стороны нижнего ножа, не позволяет расположить электромагнит непосредст венно в плоскости резания на суппорте верхнего ножа. Результатом зтого является недостаточно высокое качест во сортировки, так как на электромаг ниге остаются не только мерные прутки но и прутки, длина которых лежит в диапазоне между мерной длиной и длиной меньше мерной на ширину суппорта ножа. Цель изобретения - повышение качества работы устройства при подаче проката со стороны их нижнего ножа. Эта цель достигается тем, что устройство для сортировки мелкосортного проката к ножницам холодной резки, содержащее отводящий рольганг, подвижной упор и электромагнит одна сторона которого расположена параллельно плоскости реза и равна ширине ножа, а другая не превышает разности между длинами мерного и немерного проката, снабжено вертикальными напpaвляюш ми, расположенными со стороны нижнего ножа ножниц под прокатом, а электромагнит установлен в указанных направляющих с возможностью перемещения относительно них и кинематически связан с верхним подвижным ножом ножниц.
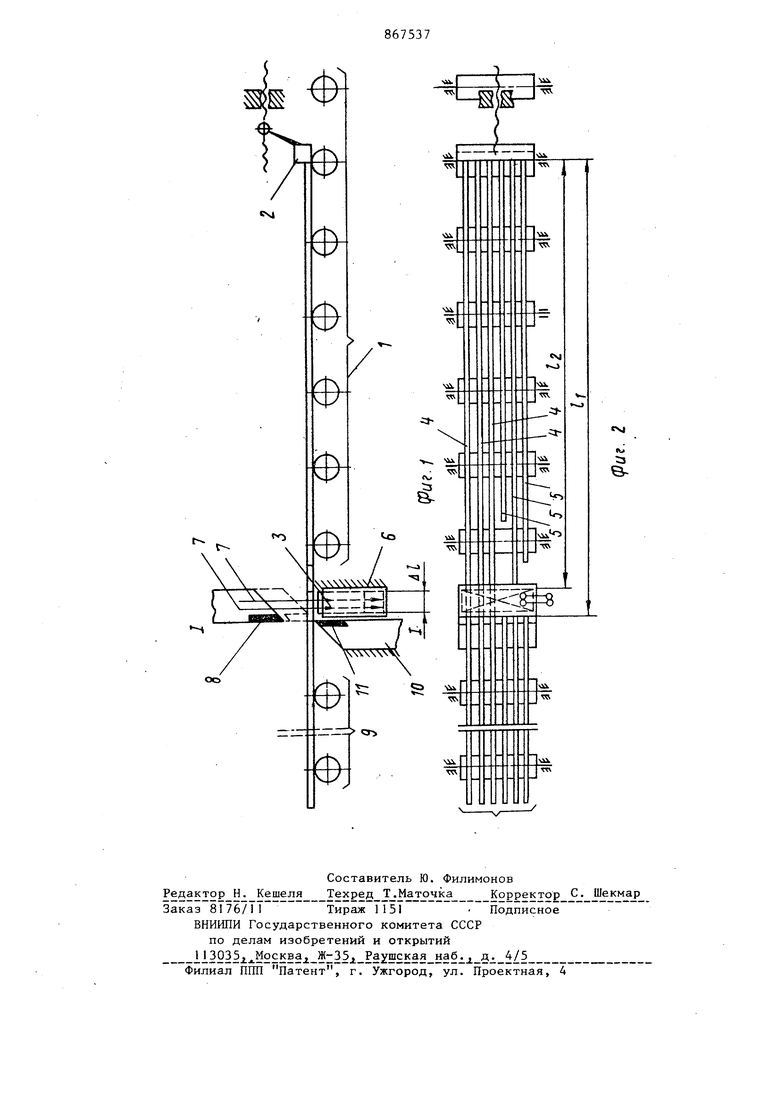
На фиг. I изображено устройство, общий вид; на фиг. 2 - то же, вид сверху.
Устройство содержит отводящий рольганг 1, передвижной упор 2, стационарный электромагнит 3, одна сторона которого параллельна плоскости 1-1 резания и равна ширине ножа, а другая не превьппает разности между длинами мерных 4 и немерных 5 прутков. Электромагнит установлен под прокатом в вертикальных направляющих 6 и кинематически соединен связью 7 с верхним подвижным ножом 8 ножниц. Устройство содержит также подводящий рольганг 9.
Вертикальные направляющие 6 закреплены на станине 10 ножниц под отводящим рольгангом возле плоскости 1-1 резания, не имеют связи с верхним подвижным ножом 8 и служат для обеспечения установленному в них электромагниту 3 траектории его движения параллельной плоскости 1резания. В свою очередь электро- , магнит 3 установлен в вертикальных направляющих так, что он в исходном положении находится непосредственно под прокатом и имеет кинематическую связь с верхним подвижным ножом для обеспечения ему синхронного движения с верхним ножом в момент разрезания проката.
Устройство работает следующим образом.
Пакет проката транспортируется подводящим 9 и отводящим 1 рольгангами для торцевания к передвижному упору 2, предварительно опущенному на рольганг на расстояние мерной длины прутка от оси реза 1-1. При торцевании передние концы проката прижимаются к упору 2. Ножи 8 и 11 ножниц разведены, а электромагнит 3 отключен. После торцовки проката производится его разрезание. При сведении ножей 8 и 11, благодаря кинематической связи 7 верхнего с электромагнитом 3, последний по вертикальным направляющим 6 перемещается вниз и в момент разрезания проката занимает крайнее нижнее положение (указано на фиг. 1 пунктирной линией). После разрезания пакета ножи 8 и П разводятся и электромагИНТ 3 через кинематическую связь 7 устанавливается в крайнее верхнее положение непосредственно под прокатом. В зтом положении электромагнит включается. Концы прутков 4 мерной длины 6 притягивается к электромагниту 3, а прутки 5 немерной длины, равны,например, максимальной длине ь или более короткие остаются на
рольганге. При этой операции осуществляется отделение немерньк прутков 5 от мерных 4. При включенном электромагните передвижной упор 2 подниг мается, включается отводящий рольганг
1 прутки 5 немерной длины удаляются из пакета прутков и транспортируются в приемный карман брака. После этого электромагнит 3 отключается и прутки 4 мерной длины транспортируются в приемный карман готовой продукции.
В дальнейщем описанный цикл повторяется.
Предлагаемое устройство для сортировки мелкосортного проката к ножницам холодной резки обладает высоким качеством работы при подаче проката к ножницам со стороны их нижнего ножа.
Формула изобретения
Устройство для сортировки мелкосортного проката к ножницам холодной резки, содержащее отводящий р.ольганг,
подвижный упор и электромагнит, одна сторона которого расположена па эаллельно плоскости реза и равна ширине ножа, а другая не превышает разности между длинами мерного и немерного проката, отличающееся тем, что, с целью повышения качества работы при подаче проката к ножницам со стороны их нижнего ножа, оно снабжено вертикальными направляющими, расположенными со стороны нижнего ножа ножниц под прокатом, а электромагнит установлен в указанных направляющих с возмшкностью перемещения относительно них и кинематически связан с верхним подвижным ножом ножниц.
Источники информации, принятые,во внимание при экспертизе
}, Авторское свидетельство СССР 503654, кл. Е 23 D 33/08, 1975.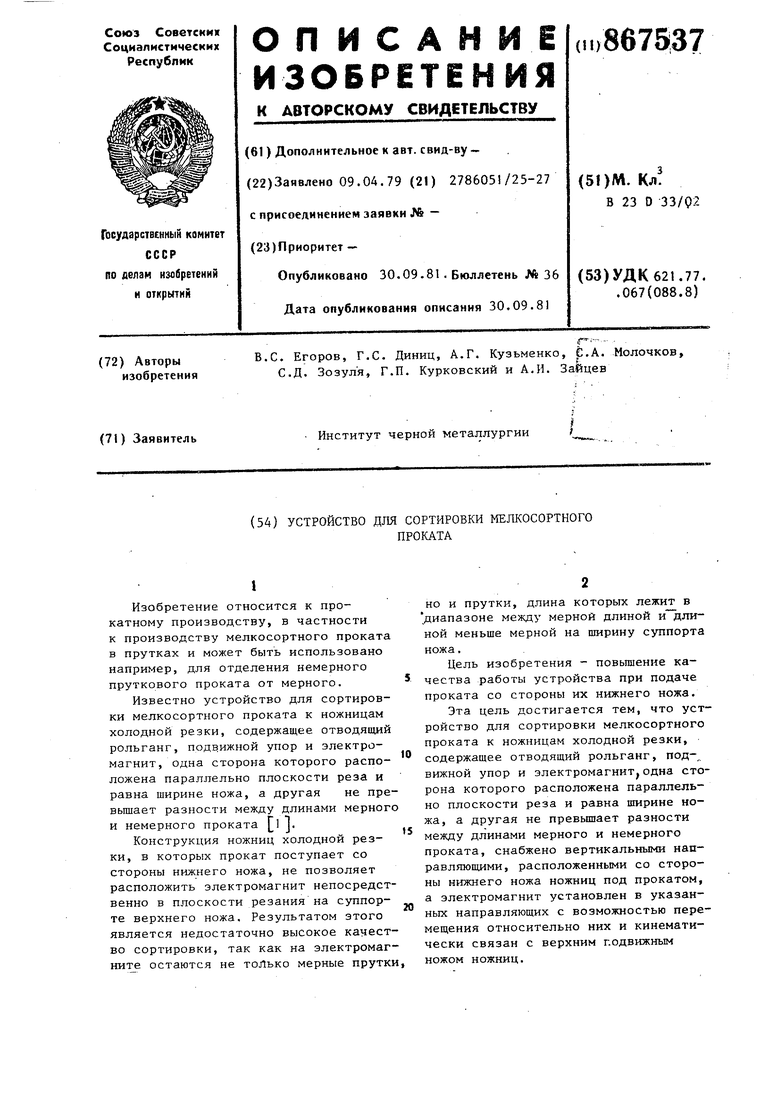
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления немерного проката из пакета мерных прутков | 1975 |
|
SU503654A1 |
| Отводящий рольганг холодильника мелкосортного стана | 1981 |
|
SU1014616A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Устройство для резки проката | 1981 |
|
SU977120A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Устройство для раскроя пакета полос мелкосортного проката | 1981 |
|
SU969471A1 |
| Ножницы для резки проката | 1976 |
|
SU745604A1 |