Известны способы непрерывного литья металлов и сплавов в тонкие плоские заготовки. Однако получаемые этими способами заготовки для превращения в готовый продукт (листы, ленты, полосы) требуют многократного обжатия на прокатных станах.
Предложенный способ отличается тем, что, с целью увеличения скорости литья и получения заготовок, максимально приближенных к готовому продукту, они формируются под слоем жидкого металла на базе одной плоскости, образованной неподвилсной металлической поверхностью, смонтированной на наклонной стенке футерованной емкости, принимающей металл. Затвердевание заготовки начинается на нижней части металлической поверхности и происходит так, что отсутствует контакт фронта кристаллизации с атмосферой и принудительные деформации заготовки.
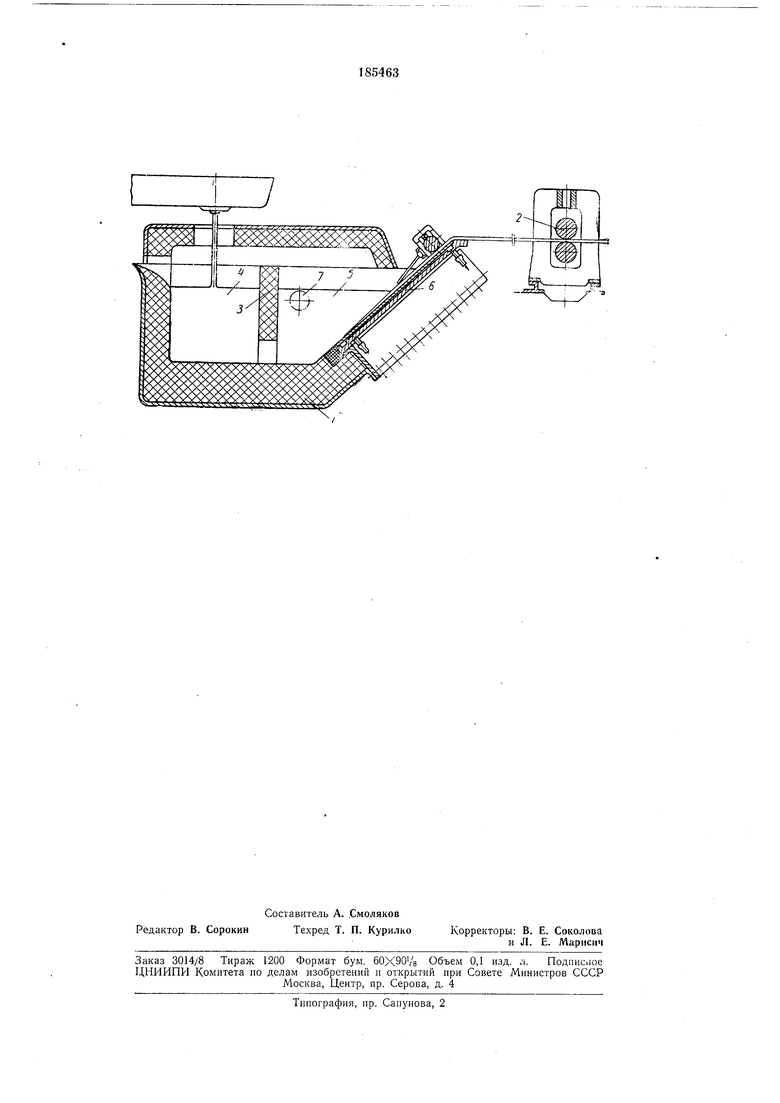
На чертеже изображена схема установки для осуществления описываемого способа.
Установка содерлшт дозировочно-кристаллизационную емкость 1 и тянуще-отделочную клеть с валками 2. Емкость выполнена в виде металлического футерованного изнутри кожуха и состоит из двух разделенных шлакозадерживающей перегородкой 3 отделений: приемника металла 4, в котором гасятся гидродинамические потоки от падения струи лмдкого металла, и камеры кристаллизации 5, одна из
стенок которой наклонена в сторону выдачи и имеет в своей средней части вырез с приливами, к которым крепится наклонная металлическая водоохлаждаемая поверхность 6. Предлагаемый способ осуществляет разливку следующим образом.
Перед разливкой к низу кристаллизационной кассеты подается затравка, одип ее конец находится в тянущих валках, дознровочнокристаллизационная емкость па цапфах 7 повернута так, что поступивший в нее металл не попадает в камеру кристаллизации с тем, чтобы при последующем повороте емкости в рабочее положение обеспечивался минимальный
уровень металла, при котором возможно формирование заготовки. После поворота емкости тянущие валки вытягивают затравку, а за ней и непрерывно образующуюся на поверхности С плоскую заготовку. Кроме этого, тянущие
валки выполняют функцию отделки и доводки заготовки до заданных размеров.
Предмет изобретения
Способ непрерывного литья ленты из металлов и сплавов, отличающийся тем, что, с
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для разливки металлов | 1971 |
|
SU503630A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Машина для горизонтальной непрерывной разливки металлов и сплавов | 1961 |
|
SU140176A1 |
| Способ непрерывного литья полых заготовок | 1976 |
|
SU735376A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |