Известен способ обработки группы отверстий большим числом инструментов, например способ обработки отверстий в решетках тенлообменных аппаратов. Его недостатком является трудность разбивки отверстий в решетках и невозможность обработки отверстий с более плотным шагом.
Предложен способ, при котором, с целью обеспечения возможности обработки изделий с малым шагом отверстий, обработку производят при помош;и двзх мпогошпиндельных головок, одна из которых снабжена десятью инструментами, а другая - четырьмя. Инструменты в шпиндельных головках расположены с шагом, кратным шагу между отверстиями, причем одна из шпиндельных головок работает на одной половине изделия, а другая - на другой. Обработка ведется в два цикла, параллельно-последовательно путем шагового перемеш,ения изделия и второй цикл начинается по окончании первого после поворота изделия на 180°.
Такой способ обработки повышает производительность труда и делает возможным создание автоматического станка для обработки решетки теплообменных аппаратов.
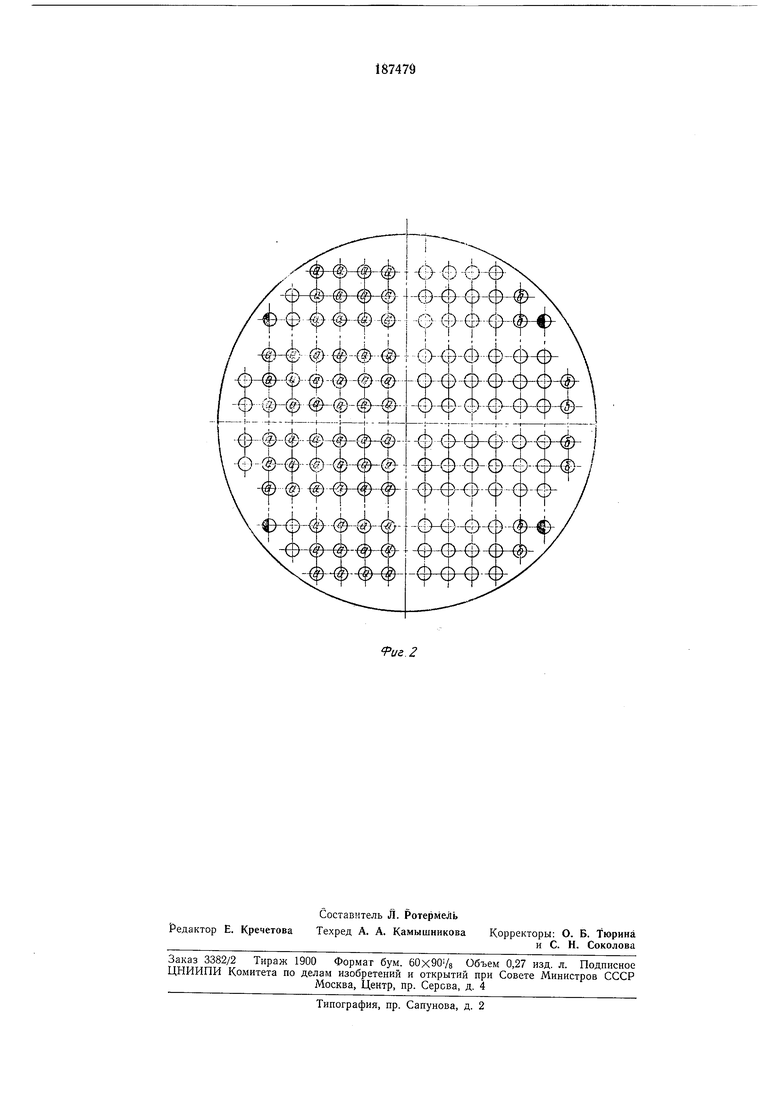
мый способ. На фиг. 2 показана разбивка решеток и схема движения сверления.
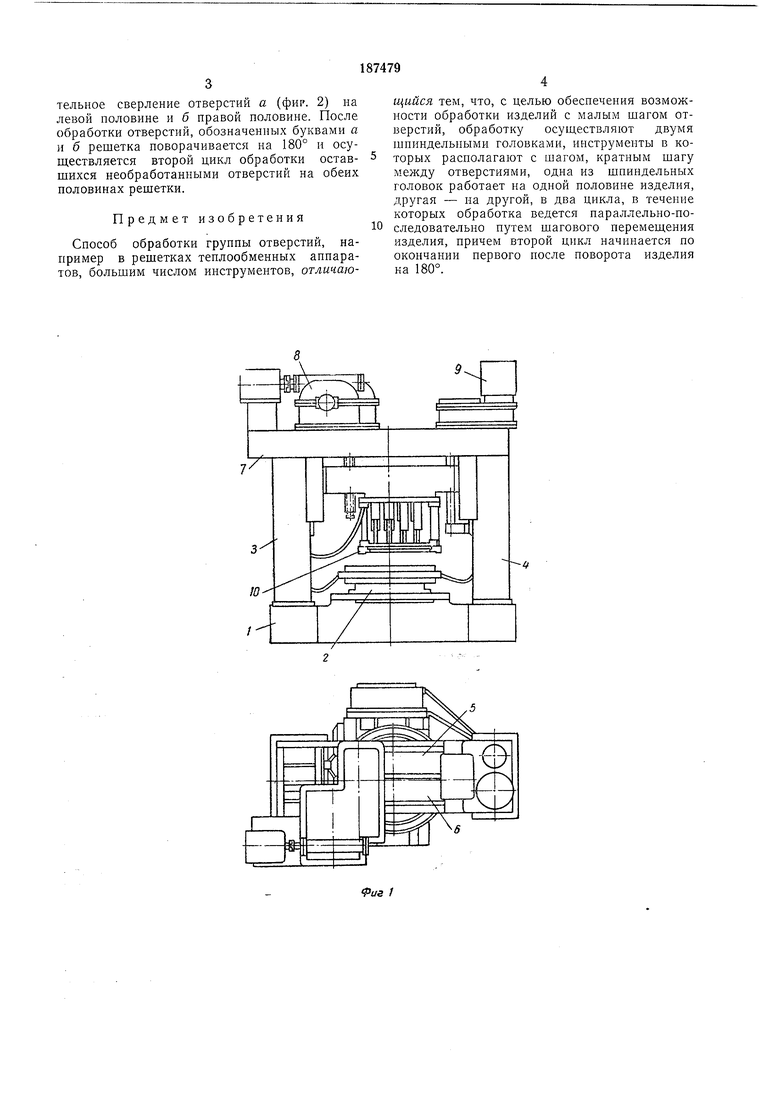
Многошпиндельный сверлильный полуавтомат для обработки отверстий в решетках теплообменных анпаратов включает станину / и стол 2 для крепления обрабатываемой решетки, имеющий возможность ступенчатого перемещения на величину шага отверстия. На станине установлены две стойки 5 и 4 с вертикальными направляющими, между которыми скользят шпиндельные головки 5 и 6. Инструменты в шпиндельных головках расположены с шагом, кратным шагу между отверстиями. На стойках смонтирована траверса 7, придающая конструкции жесткость и служащая базой для установки узла привода 8 многощпиндельных головок и узла 9 приводов вращения шпинделей. Вместе со шпиндельными головками вертикально перемещается связанный с ними кондуктор 10, обеспечивающий точное и жесткое направление режущего инструмента. Система смазки станка смонтирована в стойке 4, а система охлаждения сверл - в стойке 3.
Обработка отверстий в решетках ведется параллельно-последовательно, т. е. одновременно на левой половине решетки сверлятся десять отверстий и на правой четыре. Взаимное перемещение решетки и головок на велительное сверление отверстий а (фир. 2) на левой половине и б правой половине. После обработки отверстий, обозначенных буквами а и б решетка поворачивается на 180° и осуществляется второй цикл обработки оставшихся необработанными отверстий на обеих половинах решетки.
Предмет изобретения
Способ обработки группы отверстий, например Б решетках теплообменных аппаратов, большим числом инструментов, отличающийся тем, что, с целью обеспечения возможности обработки изделий с малым шагом отверстий, обработку осуш,естБляют двумя шпиндельными головками, инструменты в которых располагают с шагом, кратным шагу между отверстиями, одна из шпиндельных головок работает на одной половине изделия, другая - на другой, в два цикла, в течение которых обработка ведется параллельно-последовательно путем шагового перемеш,ения изделия, причем второй цикл начинается по окончании первого после поворота изделия на 180°.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1996 |
|
RU2173626C2 |