Известны вращающиеся рабочие клети станов холодной прокатки труб с консольным распололсением валков, привод вращения которых осуществляется зубчатыми шестернями, расположенными на самих рабочих валках.
Недостатком известных устройств является то, что они не позволяют производить регулировку положения валков и не обеспечивают получение качественных труб.
Предлагаемая клеть не имеет указанных недостатков и отличается тем, что она снабжена замкнутой валковой кассетой с двухопорными валками, жестко соединенной с вращающимся корпусом комбинированного редуктора привода валков.
Кассета клети снабжена эксцентриковыми подушками, общими для обеих опор каждого валка, и винтовым механизмом для поворота подушек в гнездах.
Кроме того, верхний шестеренный валок клети и ведущий вал конической передачи выполнены полыми и в полости каждого из них проходит тяга, взаимодействующая с неподБилчной гайкой. Валок снабжен косозубым зубчатым венцом, а ведущий вал - зубчатым колесом соответственно для индивидуальной и одновременной тангенциальной регулировки валков.
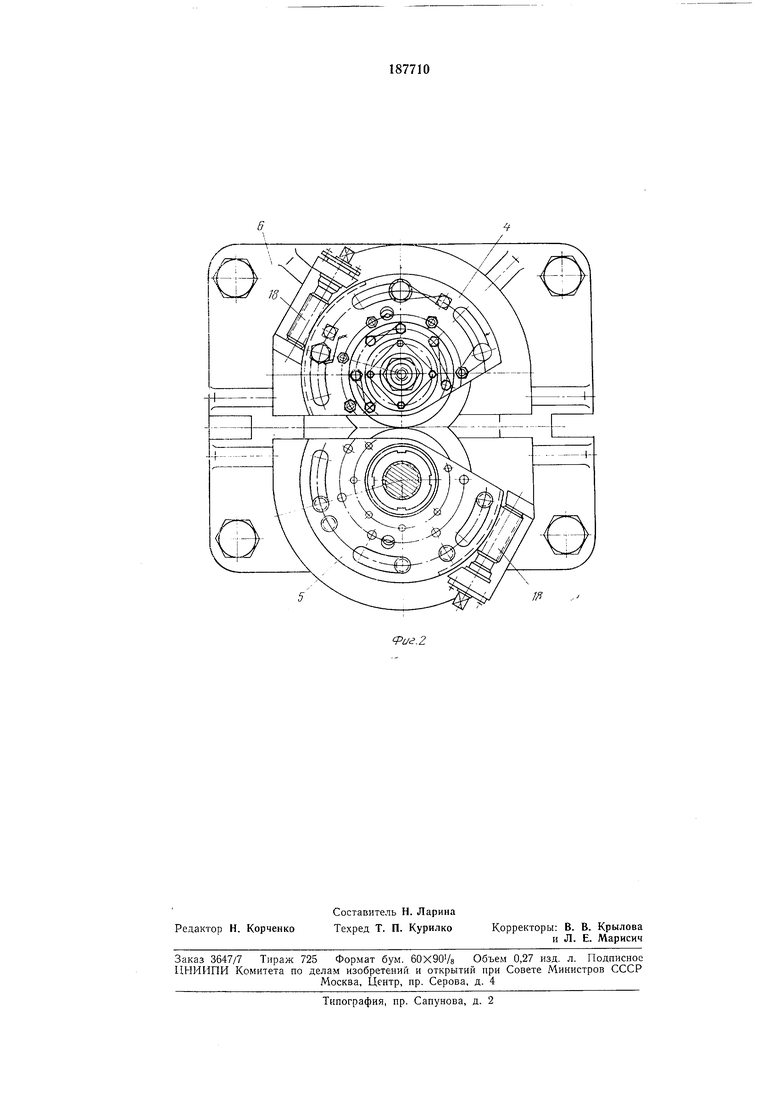
Вращающаяся рабочая клеть представляет собой валковую кассету /, состоящую из верхнего и нижнего рабочих валков 2 и 3, установленных на двух подшипниковых опорах в
эксцентриковых подушках 4 и 5.
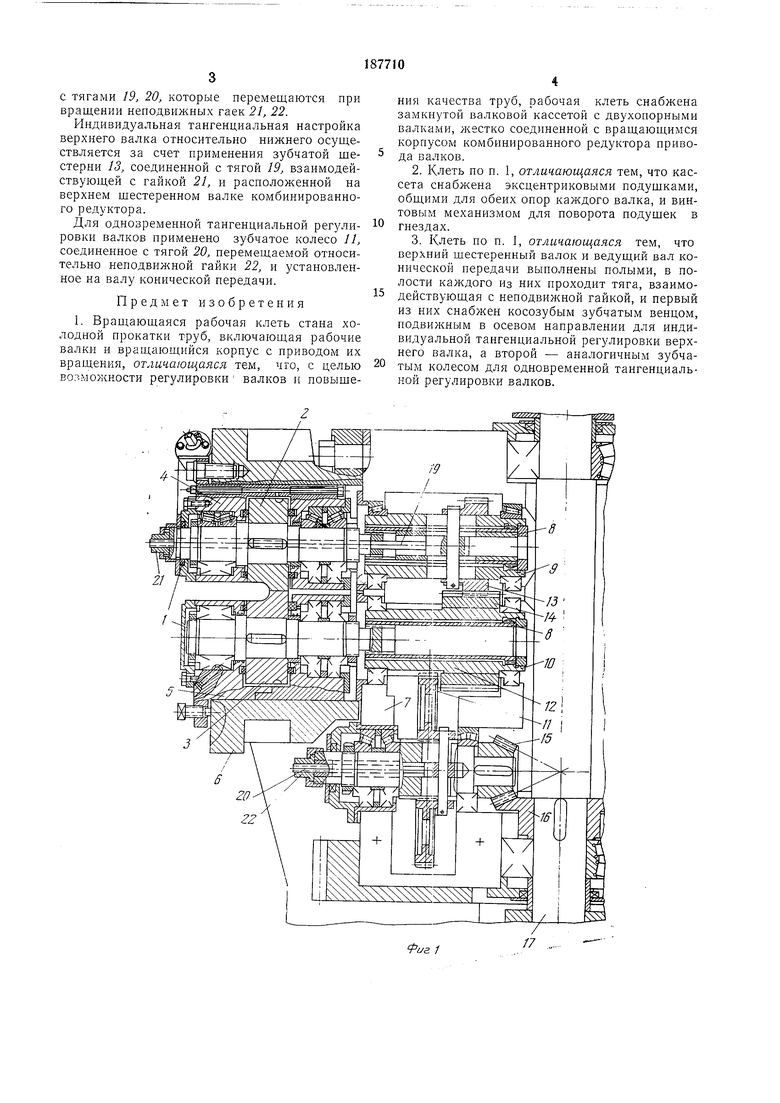
Валковая кассета расположена в замкнутой жесткой станине 6, жестко соединенной с корпусом комбинированного редуктора 7 привода валков. С помощью зубчатых шпинделей S рабочие валки связаны с валами 9 и W привода, вращение которым передается через зубчатые передачи 11, 12 и 13, 14 за счет обкатки конической шестерни 15 относительно неподвижного колеса 16.
В процессе прокатки, т. е. при вращении рабочей клети относительно неподвижной оси 17, коническая шестерня 15 вращается за счет кругового перемещения относительно колеса 16. Вращение шестерни 15 через зубчатые передачи 11, 12 и 13, 14 передается рабочим валкам с винтовыми калибрами.
Настройка на размер прокатываемой трубы осуществляется за счет вращения эксцентриковых подушек 4 и 5 с помощью червячно-зубчатого зацепления 18.
Осевая настройка положения рабочих валков производится с помощью болтов, установленных во фланцах эксцентриковых подущек, а тангенциальная настройка - за счет примес тягами 19, 20, которые перемещаются при вращении неподвижных гаек 21, 22.
Индивидуальная тангенциальная настройка верхнего валка относительно нижнего осуществляется за счет применения зубчатой шестерни 13, соединенной с тягой 19, взаимодействующей с гайкой 21, и расположенной на верхнем шестеренном валке комбинированного редуктора.
Для одновременной тангенциальной регулировки валков применено зубчатое колесо 11, соединенное с тягой 20, перемещаемой относительно неподвижной гайки 22, и установленное на валу конической передачи.
Предмет изобретения
1. Вращающаяся рабочая клеть стана холодной прокатки труб, включающая рабочие валки и вращающийся корпус с ириводом их вращения, отличающаяся тем, чго, с целью возможности регулировки валков и повышения качества труб, рабочая клеть снабжена замкнутой валковой кассетой с двухопорными валками, жестко соединенной с вращающимся корпусом комбинированного редуктора привода валков.
2.Клеть но п. 1, отличающаяся тем, что кассета снабжена эксцентриковыми подушками, общими для обеих опор каждого валка, и винтовым механизмом для поворота подушек в гнездах.
3.Клеть по п. 1, отличающаяся тем, что верхний шестеренный валок и ведущий вал конической передачи вьшолнены полыми, в полости каждого Из них проходит тяга, взаимодействующая с неподвижной гайкой, и первый из них снабжен косозубым зубчатым венцом, подвижным в осевом направлении для индивидуальной тангенциальной регулировки верхнего валка, а второй - аналогичным зубчатым колесом для одновременной тангенциальной регулировки валков.
//
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| СТАН ПРОДОЛЬНОЙ ПРОКАТКИ ПРОФИЛЕЙ ПЕРИОДИЧЕСКОГО СЕЧЕНИЯ | 1991 |
|
RU2009742C1 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| ПРЕДВАРИТЕЛЬНО НАГРУЖЕННАЯ КЛЕТЬ | 2017 |
|
RU2693231C1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| Прокатная клеть с четырехвалковым калибром | 1977 |
|
SU753503A1 |