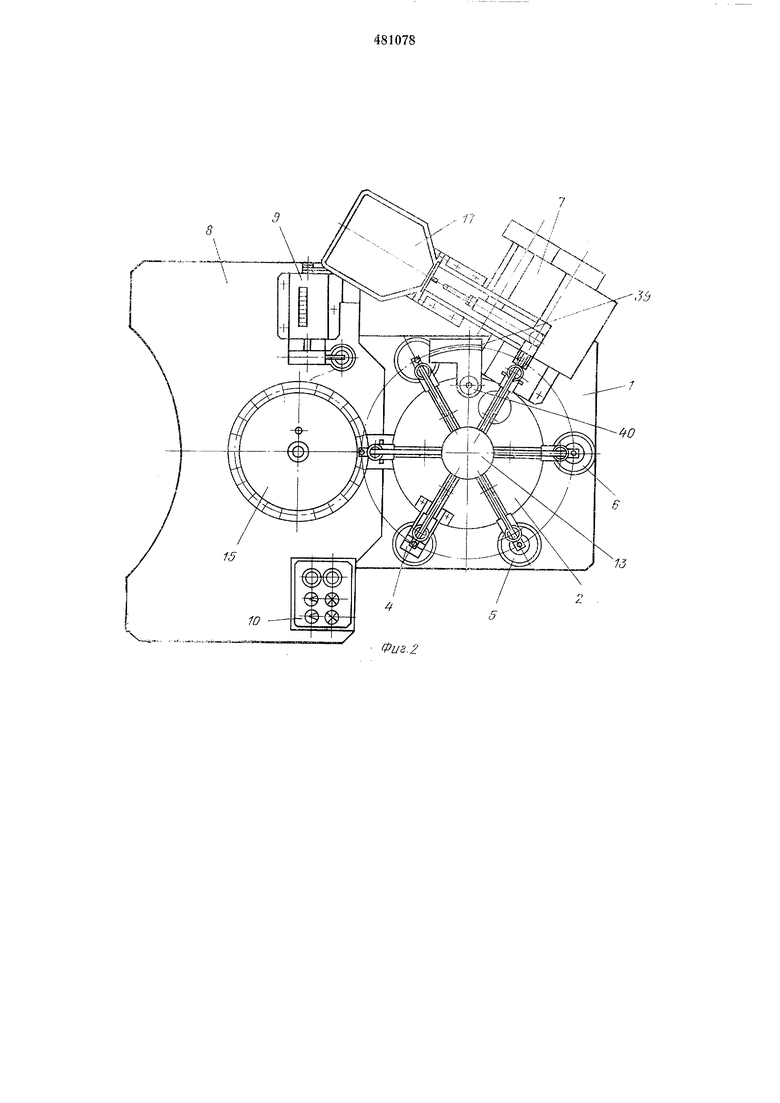
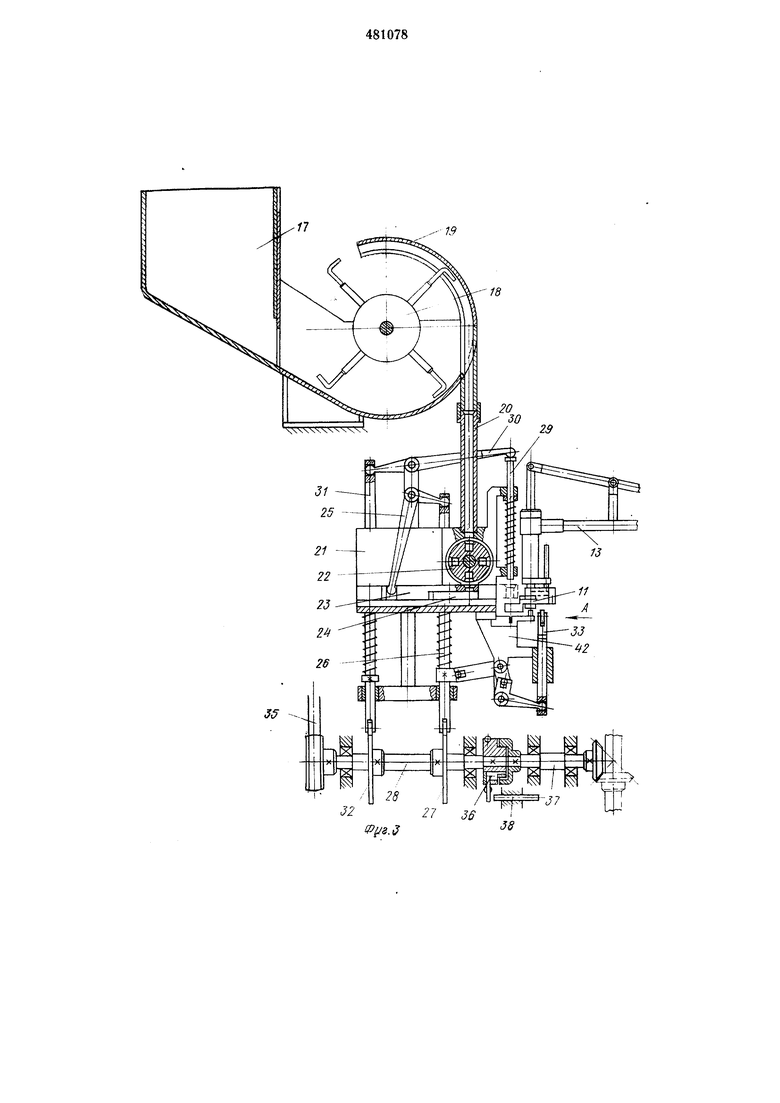
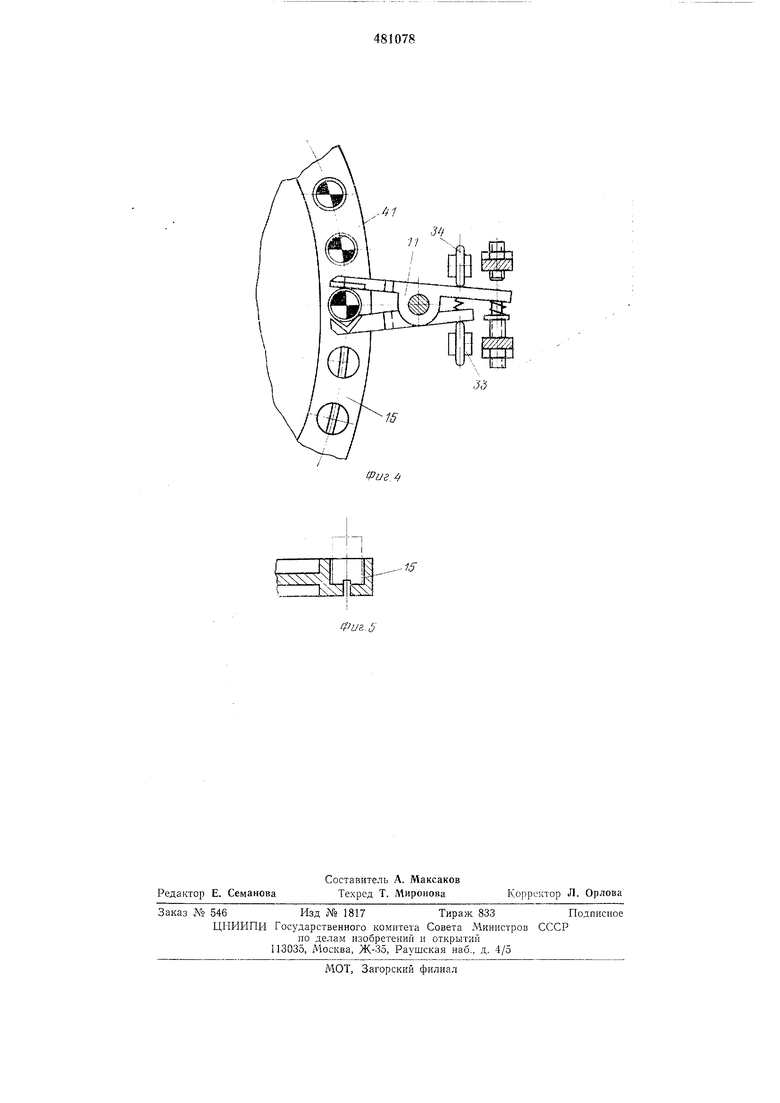
корпуса конденсатора с изоляционным колначком нредстаиляет собой б нкерпын механнзм орнентацнн и загрхзки нзолянноннлх колначкоп 17 с заборными крючками на ст ннце 18 и Н1)немннком 19, который иосредстном наконнтеля 20 соединен с корпусом 21, в котором размещены зел вгоричной ориепraiuni 22 колначкон н иод ним HHi;-iTe;ii в вндс нодвижнон иластниы 23 с гнсзд.ом для колиачка. Гнездо для колпачка частично перекрывается и:арни р:но закренленной иодпру и инеиио | нланкой 24. Подвижиая пластина 23 носредстБод рычага 25 и подпружииениого iHTOKa 26 заМКиута на кулак 27 на валу 28. В зоне сборки колпачка с конденсатором устаноплены толкатель 29, который иосредством рычага 30 н иодиружниен гого штока 31 замкнут иа кулак 32, механизм раскрытия за.хваToij, нредставляющего вилку 33 с двумя роликами 3-1, соедииеш-1ыми носредством осей, который носредством рычажнон передачи замкнут иа шток 26. АналогиЧИая вилка 33 керного механизма ориентации и загрузки золяционных колпачков осуществляется от вала 28 посредством ремепиой передачи 35. Вал 28 соединен через муфту с поворотной 1ниопкой 36 с прпводным валом 37. Палеп 38 п конструукция муфты обеснечивают включение и выключение механизма в строго опреде.1С1П10М положении. Между позицией одева;|11я колпачков и позицией сброса установ.1ен щуп 39 с фотоэле.мептОМ 40. В зоне сборки колпачка с конденсатором под. толкателем расположен опорный кронштейн 41 с прорезью для выводов конденсатора. При работе устройства транспортнруюндая карусель 13 с захватами II разворачивается на 60°, ири каждом цикле перенося электрол гтическнй конденсатор от позиццп к позиции. В позиции забора из магазина у rexaннзмa флюсования 5 мехаииз.ма лужеиия 6 н в позиции сброса захваты 11, закрепленные па штоках 12, под воздействием рычатов 14 опускаются. При подходе к сменному магазину 15 захват взаимодействует с рол-иками 34 па вилке 33 механизма раскрытия захватов, за1н;1мающей в этот момент крайнее верхнее положение, н раскрывается. Дальиейп ее опускаппе захвата И п вилки 33 нроисход1гт со«местио до подхода к гагазпну 15, при этом губки захвата охватывают корнус электролитического к(чденсатора 42. По достижении захватом 1,нжнего ноложения роли-ки 34 при далы1ейп1е движении вилки 33 выходят из контакта с захватом, губкн которого см1 1каются, осуществляя захват э,тектрол:итнческг)14) конде |сатора 42. После этсмч) захват поднимается, вынимая электролнтнческ н | коиде;: сатор из магазина, Далее следует разворо трансиортируюи1ей карусели 13 и Mar;i3 ifia о на шаг, и очередной .п.тигеский кондеисатор п захват ni) в iii)3nHHio або ра. Прп включении механизма сборки конденraiojia с 1з;:лянио iHijiM колпачкол 7 па.тен 38 занимает крайпее правое ноложеиие, npii эг{)1 новоротная И иоика 36 муфты осупшств.1яет связь 1|)ьводпого ва.а 37 с валом 28. От ва,1а 28 посредство:, ремеппой передачи 35 врантеппе передается ступице 18 с заборНГ) крючкам -; бункерного механизма ориентацн и загрузки изоляционных колпачков 17. Колначки, подхваченные крючками, передаются 1од действием тяжести в прием ик 19, из которО Ч) 1ереходят в наконптель 20, подводящий вниз дном к вторич ой орие тации 22 в корпусе 21. за олнепии накопителя 20 отрабатывает спепиаль гое нредохранитель 1ое устройство в стун Це 18 с заборными рючкамп, отключающее ее. По завершении входа захвата 11 с электролитическ 1м конденсатором в зону сборк, иитатель 23 под воздействием кулака 27 посредствоАг нодпруЖИнеиного штока 26 г рычага 25 неремещается в нереднее ноложе ие, , )10джатый шарнирно закреплеи 1ой подпружиненной планкой 24 в рабочее положение, рас 1олагая его точно над эле(тролитическ гм ко 1депсатором. Одновременно происходит подъем вилки 33 с двумя роликал и 34 меха1 изма раскрытия захватов, которые входят в контакт с захватом 11, c,ierкй прпоткрывая его. Это необходимо для обеснечення воз:.10 ;;-1ост): зхода колпачка в захзат при отсутств ; ; электролитического ко)гдер1сатора. Пос,те зтбгс толкатель 29 по.:; 1шздейств;1е ; кулака 32 посредством штока 31 и рычага 30 перемещается впиз, выводит ко,Т 1ачок из иитателя 23, одевая его на лОрпус злект};олнгического конденсатора. По завер Т енпю одевания колпачка толкатель 29 возвращаетея в исходное положение (верхнее). После этого питатель 23 возвращается в заднее положение, совмещая гнездо для олпачка с узлом вторичной ориентаци 1 22 кодиачков и разворачивая ша-рнирно закреплеипую подпружиненную планку 24. Одновременно происходит разворот узла вторичной ориецтации 22, цодводящего очередной колпачок к питателю 23 и свободное отверстие к накопителю 20. Одновременно с вилка 33 опускаетея вниз, отводя два ро.тика 34 от захвата, которгз1й закрывается. После заверн ения данного цик.та транспортнру ощая карусель 13 разворачнвается, подводя очередной электролитический коиденеатор в сборк. Собранный с колпачком электролитический ког денсатор в момент 1 ереноса от иозицнп сборки к 0зиции сброса проходит выводами в П1ели гцупа 39 меха 13Д5Н отсчета собра П ых ко 1де:г-саторов 9. Юздейст1 ук ф,тажок фотоэле епта 40, При iJTOAi замь;кается э,1ектрическая neni;, к происходит отсчет. При достнже 1нп заданного Числа подготог ле П Ь х эле еитов следует автоматический viCTanoB устройства. Прп прохожде 1пи захвата е колпачком или пустым отсчета происходит. При необходимости подготовк г электролитических конденсаторов без одевання колпачков механизм 9 отключается посредством перемещения пальца 38 в левое крайнее положение. При этом хвост поворотной шноики муфты 3G взаимодействует с пал,цами, шпонка поворачивается и выходит из зацепления с полумуфтой па приводном валу 37. Вал 28 останавливается в пололсепик, при котором все рабочие органы механизма находятся в исходном положении, оставляя зону сборки свободной.
Предмет изобретения
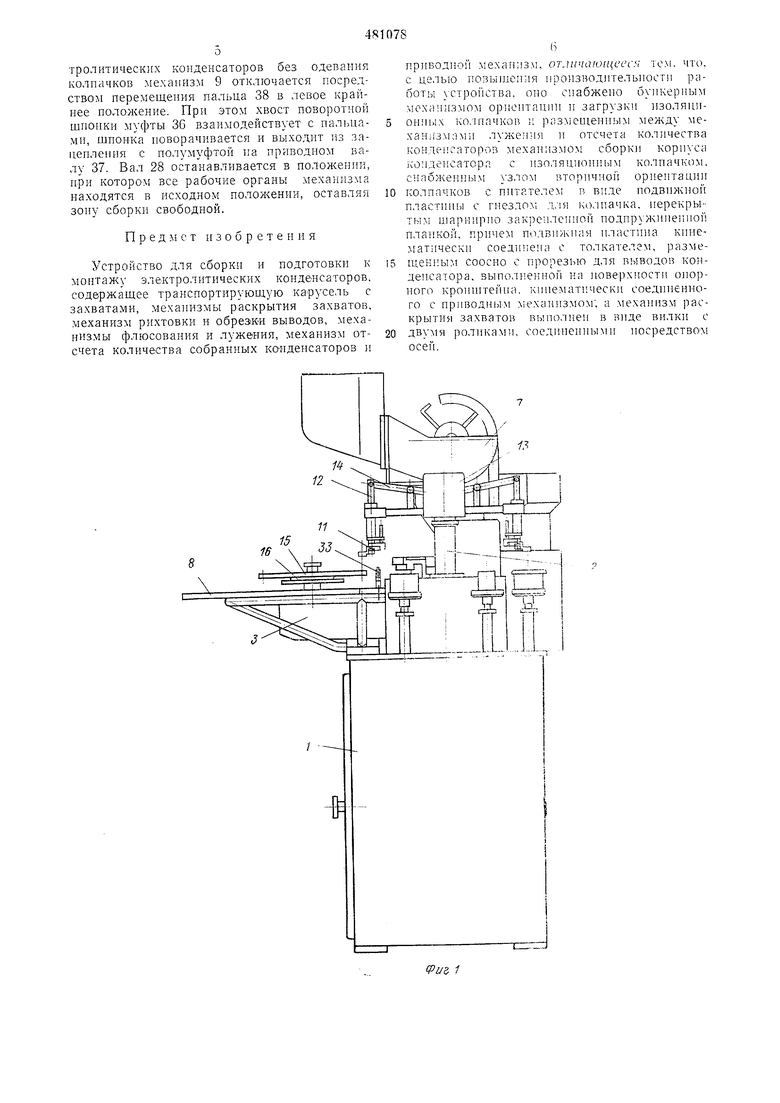
Устройство для сборки и подготовки к монтажу электролитических конденсаторов, содержащее транспортирующую карусель с захватами, механизмы раскрытия захватов, механизм рихтовки и обреэки выводов, механизмы флюсования и лужения, механизм отсчета количества собранных конденсаторов и
ириБОдпой механизм, от.п/чагощсес.-; том. что. с целью иовьпиепия производ)ггельпостп работы устройства, оно снабжено бункерным механизмом орнептации и загрузки изоляционных колпачков и размещенпым reждy механпзмами лужения и отсчета количества конденсаторов механизмом сборки корпуса конденсатора с нзоляционным колпачком, снабженным узлом вторичной ор ентации
0 колпачков с питателем в виде подвижной пластнны с гнездом для колпачка, перекрытым шарнирно закрепленной подпружиненной планкой, причем полвижпая пластина кппеj aTH4ecKH соединена с толкателем, размещенным соосно с прорезью для выводов конденсатора, выполненной на поверхности опорного кронштейна, кинематически соедппенпого с приводн1;1м механизмом; а механизм раскрытия захватов выполнен в виде вилки с двумя роликами, соединенным носредством осей.
Фиг. 2
Руг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ДЕТАЛЕЙ В ВАКУУМЕ | 1968 |
|
SU221859A1 |
| Устройство для транспортирования радиоэлементов | 1972 |
|
SU495800A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Автомат для изготовления алюминиевых колпачков, вставки в них прокладок и укупорки бутылок | 1958 |
|
SU121044A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Автомат для лужения радиоэлементов | 1986 |
|
SU1440639A1 |
| УСТРОЙСТВО для ВАКУУМНОЙ КАЛИБРОВКИ ТРУБОК | 1970 |
|
SU278057A1 |
| Автомат для сшивки картонных заготовок | 1975 |
|
SU580128A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
,15
