Известны устройства для принудительной смены ипструментов на металлорежуш,их станках-автоматах, которые стойкость инструмента определяют числом рабочих циклов.
Действие их основано на принцине отсчета количества рабочих циклов до заранее заданного числа, при достижении которого подается команда на остановку станка для смены инструмента.
Данное устройство отличается тем, что в нем применена дополнительная система: задатчик - счетно-сравнивающая схема - блок реле. Для возможности многократного действия линия подналадки имеет обратную связь и линию занрета дальнейшей работы.
Устройство обеспечивает выдачу команд на одну и более подналадок за время режущей стойкости контролируемого инструмента.
Устройство дает возможность регламентировать работу режущего инструмента не только но расчетным или средне-статистическим значениям режущей стойкости, но и сиг,нализировать о выработке периода размерной стойкости и осуществить нринудительную подналадку инструмента через определенные нериоды времени, соответствующие количеству деталей или суммарной длине резания.
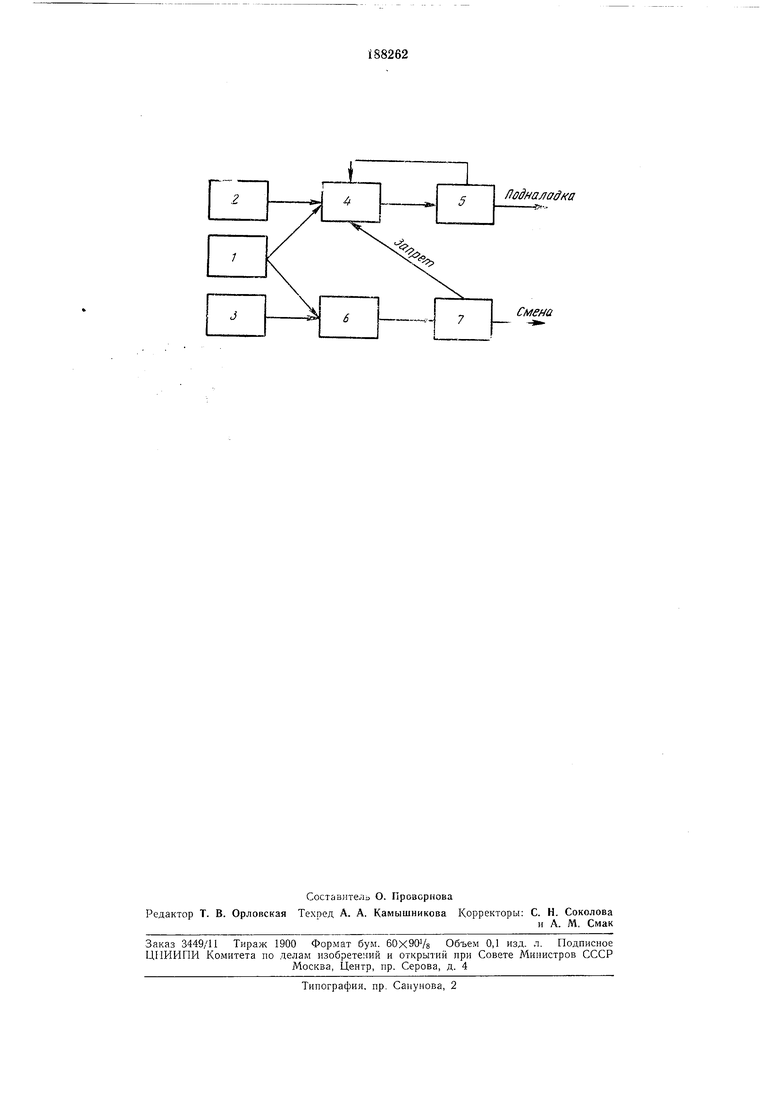
На чертеже изображена блок-схема устройства.
Устройство состоит из датчика рабочих циклов 1, задатчика подналадки 2, задатчика смены инструмента 3, счетно-сравнивающей схемы подналадки 4, блока реле 5 для выхода команд на подналадку и возврата схемы подналадки в исходное положение, счетно-сравнивающей схемы смены инструмента 6 и блока реле 7 для выхода команд на смену инструмента и на запрет дальнейшей работы счетно-сравнивающей схемы подналадки.
Предмет изобретения
Устройство для принудительной нодналадки и смены инструмента, содержащее датчик рабочих циклов, задатчнк смены инструмента, счетно-сравнивающую схему и блок реле, отличающееся тем, что, с целью обеснечения выдачи команд на одну и более подналадок за время режущей стойкости контролируемого инструмента и его смену, оно снабжено дополнительной системой нодналадки, состоящей из задатчика, счетно-сравннвающей схемы и блока реле, имеющей обратную связь для своего многократного действия и линию запрета дальнейшей работы.
Лодна/ ад/ а
Смена
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КОНТРОЛЯ ИЗНОСА ДЕТАЛЕЙ | 1973 |
|
SU395871A1 |
| Устройство для перемещения резца с поднакадкой | 1973 |
|
SU480530A1 |
| Устройство для контроля положения шлифовального круга станка | 1987 |
|
SU1421505A1 |
| Способ формирования команды на смену инструментов и устройство для его осуществления | 1977 |
|
SU677876A1 |
| Устройство для подналадки сменного инструмента | 1973 |
|
SU457874A1 |
| Устройство для принудительной заме-Ны РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU831384A1 |
| Устройство для автоматической подналадки и контроля износа режущего инструмента | 1977 |
|
SU704755A1 |
| СИСТЕМА СТАТИЧЕСКОГО УПРАВЛЕИИЯ РАЗМЕРОМ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ ''''*^ - | 1970 |
|
SU272416A1 |
| Устройство активного контроля диаметров деталей,обрабатываемых на станках с ЧПУ | 1981 |
|
SU1001016A1 |
| Устройство для автоматической подналадки многорезцовых станков | 1979 |
|
SU876313A1 |