1
Изобретение относится к контрольным устройствам и может быть использовано для регламентирования работы производственного оборудования.
Известно устройство для контроля подналадки и смены инструмента, которое содержит датчик рабочих циклов и задатчики подналадки и смены инструмента, включенные на входы счетно-сравнивающих схем, на выходы которых включены блоки реле. Однако включение датчика рабочих циклов непосредственно Еа входы счетно-сравнивающих схем приводит к тому, что в счетно-сравнивающие схемы поступают сигналы, соответствующие числу рабочих циклов инструмента и неучптывающие условий работы последнего, что не обеспечивает возможности полного использования ресурса изнащиваемого инструмента, так как при переменных условиях работы ииструмента величина его удельного износа изменяется.
Цель изобретения -- повысить надежность работы устройства, т. е. обеспечить возможность полного использования ресурса изнащиваемых деталей путем корректирования поступающих в счетно-сравнивающую схему сигналов количественного контроля работы в соответствии с переменным режимом работы.
Для этого устройство снабжено датчиком скорости, включенным через преобразователь
между датчиком количества и счетно-сравиивающим блоком. Вследствие этого сигиалы датчика количества, поступающие в счетносравнивающий блок, предварительно преобразуются в зависимости от сигналов датчика скорости, что обеспечивает возможность полного использования ресурса изнашиваемых деталей.
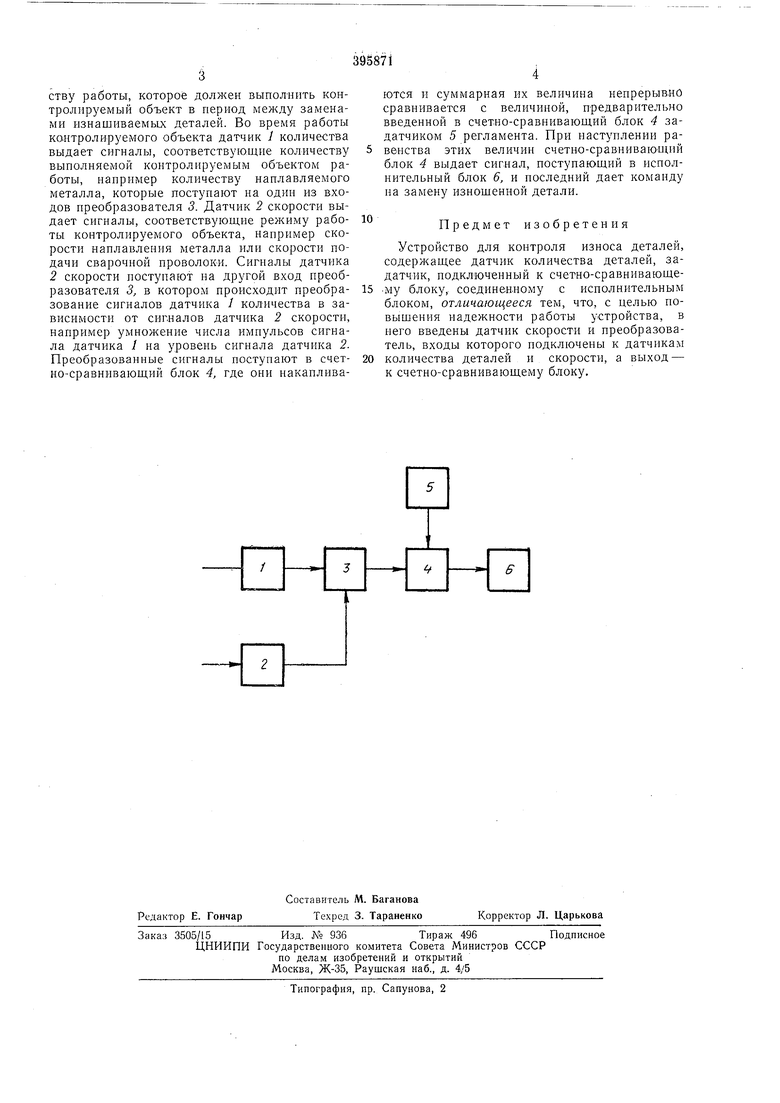
На чертеже изображена схема устройства.
Оно содержит датчик 1 количества деталей, датчик 2 скорости, преобразователь 3, счетио-сравнивающ и 1 блок 4, задатчик 5 и исполнительный блок 6. Входы датч1И а 1 количества и датшпча 2 скорости соединены с коитролируемым объектом, например сварочным автоматом, изнашиваемой деталью которого является наконечник горелки, контактирующий с движущейся сварочной проволокой. Выходы датчиков 1 и 2 включены на в.ходы преобразователя 3. Выход последнего включен на один из входов счет1ю-сравниБаюи1,его блока 4, на другой вход которого включен задатчик 5 регламента.
На выход счетно-сравиивающего блока 4
включен исиолнительиый блок 6.
Работа предлагаемого устройства осуществляется следующим образом. Предварительно с помощью задатчика 5 регламента вводят в счетно-сравинвающий блок 4 величину регламента, соответствующую условному количе3
ству работы, которое должен выполнить контролируемый объект в период между заменами изнашиваемых деталей. Во время работы кОгНтролируемого объекта датчик 1 количества выдает сигналы, соответствующие количеству выполняемой контролируемым объектом работы, например количеству наплавляемого металла, которые поступают на один из входов преобразователя 5. Датчик 2 скорости выдает сигналы, соответствующие режиму работы контролируемого объекта, например скорости наплавлеиия металла или скорости подачи сварочной проволоки. Сигиалы датчика 2 скорости поступают на другой вход преобразователя 3, в котором происходит преобразование сигналов датчика / количества в зависимости от сигналов датчика 2 скорости, например умножение числа имиульсов сигнала датчика / на уровень сигнала датчика 2. Преобразованные сигналы поступают в счетно-сравнивающий блок 4, где они накапливаются п суммарная пх величина неирерывно сравнивается с величиной, предварительно введенной в счетно-сравнивающий блок 4 задатчиком 5 регламента. При наступлении равенства этих величин счетно-сравниваюп1ий блок 4 выдает сигнал, поступающий в исполнительный блок 6, и иоследний дает команду на замену изношенной детали.
Предмет изобретения
Устройство для контроля износа деталей, содержащее датчик количества деталей, задатчик, подключенный к счетно-сравнивающе-му блоку, соединенному с исполнительным блоком, отличающееся тем, что, с пелью иовыщения иадежности работы устройства, в него введены датчик скорости и преобразователь, входы которого подключены к датчикам
количества деталей и скорости, а выход - к счетно-сравнивающему блоку.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПЕРЕКЛЮЧЕНИЯ АППАРАТУРЫ ПЕРЕДАЧИ ДАНПЫХ | 1972 |
|
SU331497A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| УСТРОЙСТВО для ПРИНУДИТЕЛЬНОЙ НОДНАЛАДКИ И СМЕНЫ ИНСТРУМЕНТА | 1966 |
|
SU188262A1 |
| УСТРОЙСТВО АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ | 2015 |
|
RU2594049C1 |
| Устройство для подналадки сменного инструмента | 1973 |
|
SU457874A1 |
| Цифровой следящий электропривод | 1985 |
|
SU1308982A1 |
| Способ определения износа инструмента и устройство для его осуществления | 1986 |
|
SU1355371A1 |
| Многоканальная система управления процессом приготовления смесей | 1973 |
|
SU495647A1 |
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГАЗОТУРБИННЫМ ДВИГАТЕЛЕМ | 2009 |
|
RU2395704C1 |
