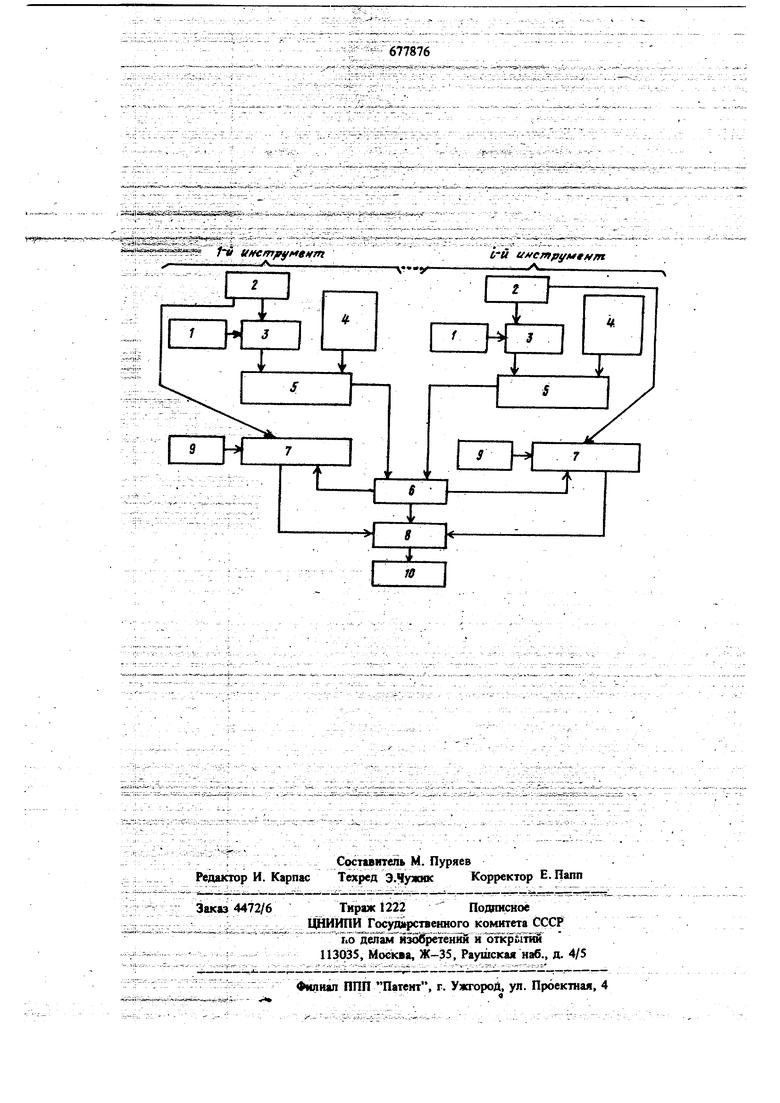
остановку станка, при отказе одного из инструментов в связи с поломкой или исчерпыванием ресурса, опрашивают блоки учета ресурса осталь ных инструментов, сравнивают полученные значе ния стойкости с величиной, заданной настройкой, и определяют порядковые номера инструментов, подлежащих групповой замене. Предложенный способ осуществляется с помощью устройства, содержащего датчик рабочих циклов, связанный со счетно-сравнивающей схемой с задатчиком смены инструмента, а также блок подачи команд на смену инструмента, снаб женный дополнительно по числу инструментов блоками ввода информации о поломке, блоками состояния и блоками, учета ресурса с индивидуальными настроечными элементами, а также блоком опроса и блоком подбора группы. На чертеже приведена блок-схема устройства формирования команды на смену инструментов. Устройство содержит задатчики 1 смены инструмента и датчики 2 рабочих циклов, каждые из которых соединены с соответствующими .счет но-сравнивающими схемами 3. Последние вместе с блоками 4 ввода информации о поломке связаны с блоками 5 состояния. Блоки 5 состоя ния соединены с блоком 6 опроса, который, в свою очередь, связан с соответствующими блоками 7 учета ресурса и блоком 8 подбора группы. Блоки 7 учета ресурса соединены с датчиками 2 рабочих циклов, настроечными элементами 9 и блоком 8 подбора группы, который связан с блоком 10 команд на смену инструментов На станке (линии) работает i инструментов Ресурс каждого инструмента из соображений его стойкости задается задатчиком 1 смены инструмента. Действитёльная его работа фиксирует ся датчиком 2 рабочих циклов, установленным на оборудовании. Команда на смену инструмента формируется счетно-сравниваюп ей схемой 3. Другим источником информации о необходимос ти смены инструмента является блок 4 ввода ин формации о поломке, выполненный, например, в виде датчика-контроля целостности инстру- . мента или датчика контроля наличия отверстия, или датчика, фиксирующего размер обработаниой поверхности. Информация о необходимости замены от счетно-сравнивающей 3 или блока 4 одного из инструментов поступает в блок 5 состояния, выполненный, например, в виде логической схемы И.ПИ, которьй включа ет блок 6 опроса. Блок 6 опроса, вьшолиенный например, элемента логики ИЛИ с необходимыми расщирителями, включает блоки 7 учета ресурсов всех остальных инструментов и блок 8 подбора группы. В блоках 7 учета реcypcos, выполненных, например, в виде счетносравнивающей схемы и элемента логики И, происходит сравнение величины неиспользованного ресурса соответствующего инструмента с становленным настроечным элементом 9. Настройка элемента 9 производится исходя из эко-номических соображений индивидуально для каждого инструмента: настройка должна обеспечкть замену только того инструмента; у которого потери от недоиспользования ресурса будут меньще, чем прибыль от сокращения времени простоя оборудования при групповой замене инструментов. Сведения об инструментах, подлежащих групповой замене, поступают с соответствующих блоков 7 учета ресурсов в блок 8 подбора группы, выполненный, например, в виде шифратора, в котором подбираются порядковые номера инструментов и передаются в блок 10 команд на смену инструментов. Групповая смена инструментов позволяет сократить простои оборудования по сравнению с индивидуальной сменой инструмента. . Формула из.обретения 1.Способ формирования команда на смену инструмента, включающий отсчет количества рабочих циклов, сравнивание его с заранее заданным числом и подачу команды на остановку станка для смены инструмента, отличающийся тем, что, с целью сокращения простоев оборудования путем обеспечения возможности групповой смены инструментов при отказе одного из них, определяют состояние остальных инструментов, дополнительно сравнивая полученные значения отработанных циклов с величиной, заданной настройкой, и определяют порядковые номера инструментов, подлежащих групповой замене. 2. Устройство для формирования команды на смену инструментов способом по п. 1, содержащее датчик рабочих циклов, связанный счетносравнивающей схемой с задатчиком смены инструмента, и блок подачи команд ца смену инструмента, отличающееся тем, что оно снабжено по числу инструментов блоками ввода информации о поломке инструмента, его состояния и учёта ресурса с индивидуальными настроечными элементами, а также блоком опроса и блоком подбора группь, причём каждый из блоков ввьда информЁЦИи о поломке соединен с соответствуюищм блоком состояния который подключен к блоку опроса, связанному с блоком подбора групп и блоками учета , связанными в свою очередь соответственно с блоком подачи команд и с соответствующими датчиками рабочих циклов.. Источники информации, принятые во внимание при экспёрттиэе 1. Вороничев Н. М. и др. Автоматические линии из агрегатных станков М, Машиностроение, 1971, с. 526-527.. 2.Авторское свидетельство СССР № 188262, кл.В 23 Q 3/155, 1963.
.
F Ufffmjfyf exm
ti s &aHflls Kiat l
tru UMcmpyitfeffm