Известный способ пропитки листового материала типа древесного шпона или строганой фанеры жидкостями, например, красителями, антисептиками, антипиренами и др., в герметически закрытой полости под давлением, например в автоклаве, не обеспечивает достаточно равномерной и глубокой пропитки отдельного листа.
В предложенном способе степень и равномерность нропитки повышается в результате того, что каждый лист пропитывается в полости, образованной между нагретыми элементами и имеюш,ей высоту, превышающую толш;ину шпона на 0,1-0,5 мм.
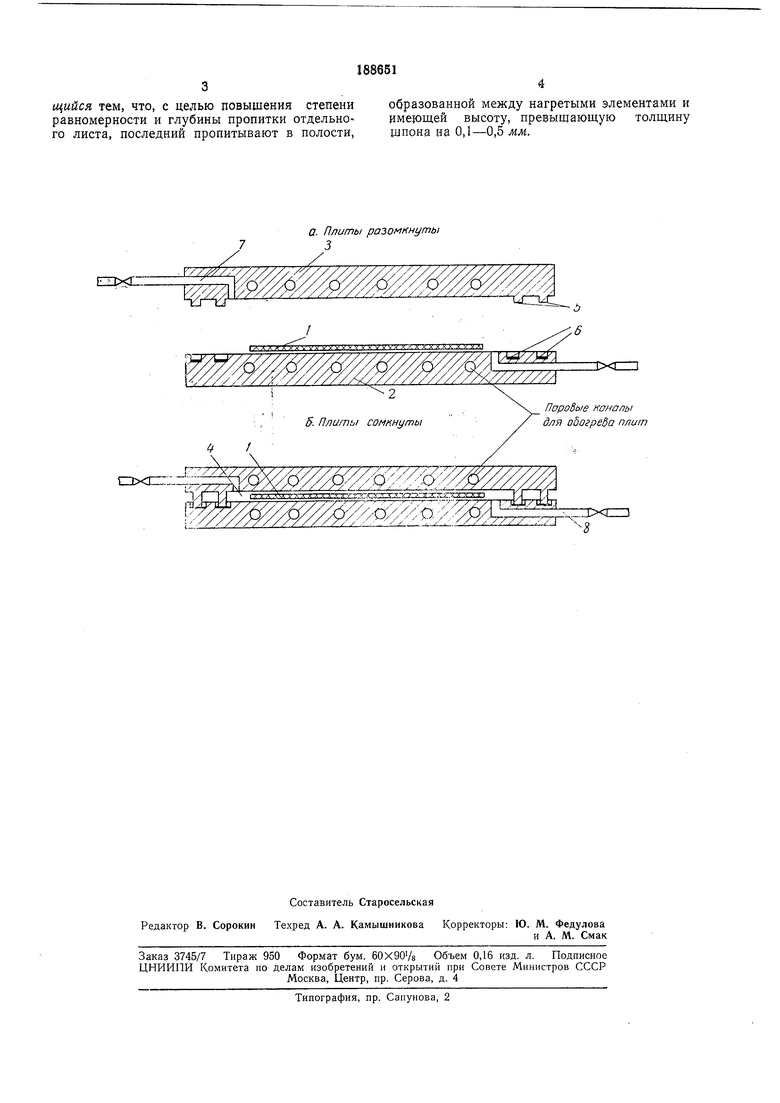
На чертеже представлена схема, иллюстрирующая предложенный способ (а-плиты в разомкнутом состоянии, б - в сомкнутом).
Пропитываемый лист материала 1 помещают между нагретыми до 150-160°С плитами- нижней 2 и верхней 3 пресса, образующими замкнутую полость 4, герметичность которой достигается тем, что выступающие пояски 5 верхпей плиты обжимают уплотнитель 6 например паранит, уложенный в канавках нижней плиты. Высота полости 4 определяется толщиной листа и должна превышать эту толщину на 0,1-0,5 мм.
Пропитка осуществляется в очень короткий срок от 2 до 15 сек иод воздействием высокого (до 100 атм) гидростатического давления топкого слоя пропиточной жидкости, которая, попадая в полость между нагретыми до 150- 160°С плитами, благодаря ее небольшому количеству почти мгновенно нагревается до той же температуры, отнимая тепло как от нагретого материала, что способствует пропитке, так и от горячих плит.
Предлагаемый способ обладает следующими преимуществами; дает возможность сократить время нагрева, при котором ни шпон, ни пропиточная жидкость не успевают нретерпеть отрицательное влияние температуры на физико-механические свойства; избавляет от необходимости нагревать большие количества жидкости; позволяет за один цикл оперировать минимальным количеством жидкости, что создает безопасные условия для применения высоких давлений; создает интенсивность и равномерность пропитки за счет предварительного прогрева каждого листа в отдельности в узкой полости между нагретыми элементами с последующей подачей Б полость красителя под давлением.
щийся тем, что, е целью повышения степени равномерности и глубины пропитки отдельного листа, последний пропитывают в полости,
образованной между нагретыми элементами и имеющей высоту, превышающую толщину шпона на 0,1-0,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ЛИСТОВОГО МАТЕРИАЛА ТИПА ДРЕВЕСНОГОШПОНА | 1969 |
|
SU249289A1 |
| ПАНЕЛЬ ОПАЛУБКИ ДЛЯ ЗАЛИВКИ БЕТОНОМ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2019 |
|
RU2798954C2 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2351860C2 |
| Способ изготовления щитов с рельефным орнаментом | 1990 |
|
SU1717405A1 |
| Способ пропитки сырого фанерного шпона при производстве древесных пластиков | 1951 |
|
SU93153A1 |
| СПОСОБ ГАЛОГЕНИРОВАНИЯ ЛИГНОЦЕЛЛЮЛОЗНЫХМАТЕРИАЛОВ | 1970 |
|
SU259740A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2208000C1 |
| СПОСОБ ОБРАБОТКИ ПОРИСТЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2255075C2 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2336475C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ СЛОИСТЫХ ПЛАСТИКОВ | 1973 |
|
SU365275A1 |
а. Плиты разомкнуты 73 EZ1XE rxEZZl ПароВые каналы для одогреда плит
