Известный способ получения покрытий из порошкообразных полимерных материалов основан на погружении нагретых изделий в порошок материала, взвихренный в токе воздуха или другого газа, причем частицы порошка, находяш,иеся в хаотическом циркуляционном движении, прилипают к нагретой поверхности, оплавляются и образуют сплошное покрытие. Для перевода порошка в псевдоожиженное состояние применяются специальные аппараты, основной деталью которых является нористая перегородка, на которую сверху насыпается порошок, а снизу подается сжатый газ.
Указывается, что подача газа должна быть отрегулирована таким образом, чтобы по всему сечению аппарата паблюдалось равномерное «кипение - норошка и спокойное состояние взвешенного слоя, т. с. чтобы скорость движения частиц не превышала критическую или скорость витания. Простое погружение в равномерно - кипяш,ий слой дает хорошие результаты лишь для изделия простой конфигурации. Для сложных изделий (с каналами, со значительными плоскими участками) с целью получения везде одинаковой толщины покрытия рекомергдуется изделие при погружении переворачивать, сообщать им винтовое, врагцательное или возвратно-поступательное движение и т. п. Эти мероприятия.
однако, не всегда дают хорошие результаты, а их осуществление серьезно осложняет создание конвейерных установок.
Вопрос однородности по толщине является важнейшим для покрытий электронзоляцнонного назначения. С этой точки зрения весьма сложным является нолученне пазовой и торцовой изоляции магнитопроводов якорей и статоров электромашин (относительно узкие
пазы и значительные по площади торцы). Эти же трудности возникают при обволакиванни цилиндрических аппаратных катушек и тороидальных сердечннков (малая толщина и неоднородность покрытия по внутреннему
диаметру), а также при капсулированип малогабаритных радиотрансформаторов (неоднородная толщина нокрытнй на верхнем и нижнем торцах обмоток) и других радиокомпонентов.
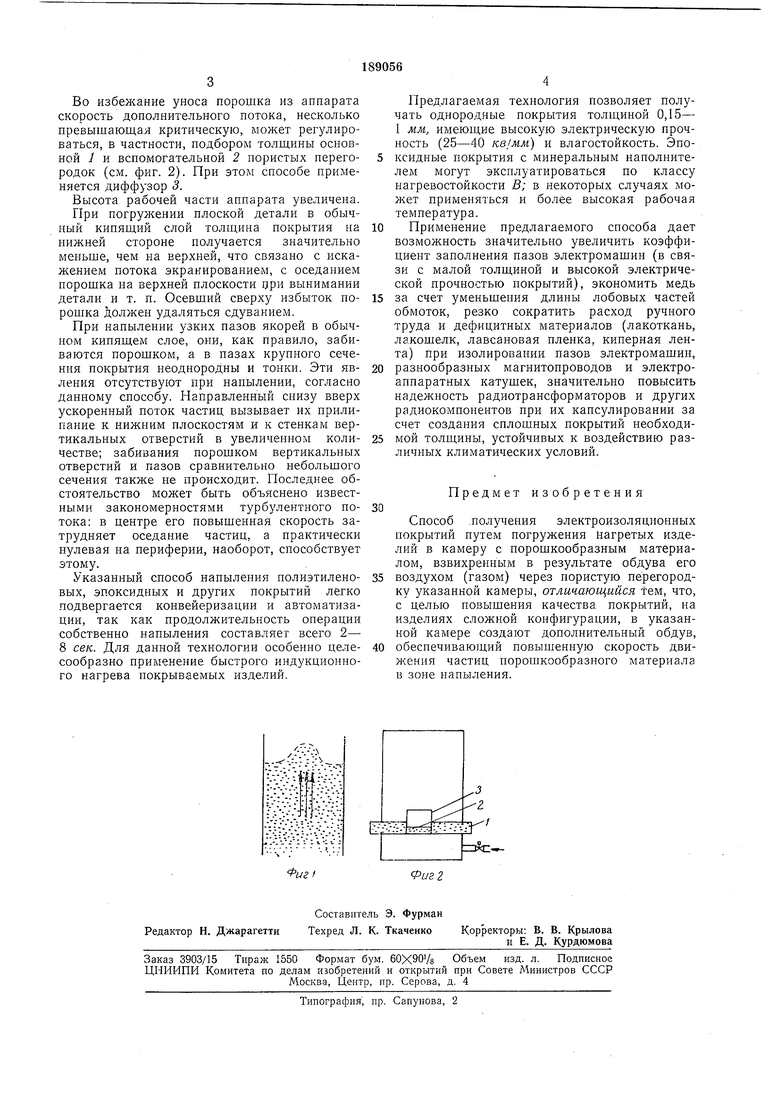
Новый способ заключается в том, что, с целью улучшения качества покрытий на изделиях конфигурации, в камере создают дополнительный обдув, обеснечивающий повышенную скорость движення частиц норонгкообразного матернала в зоне напылепня.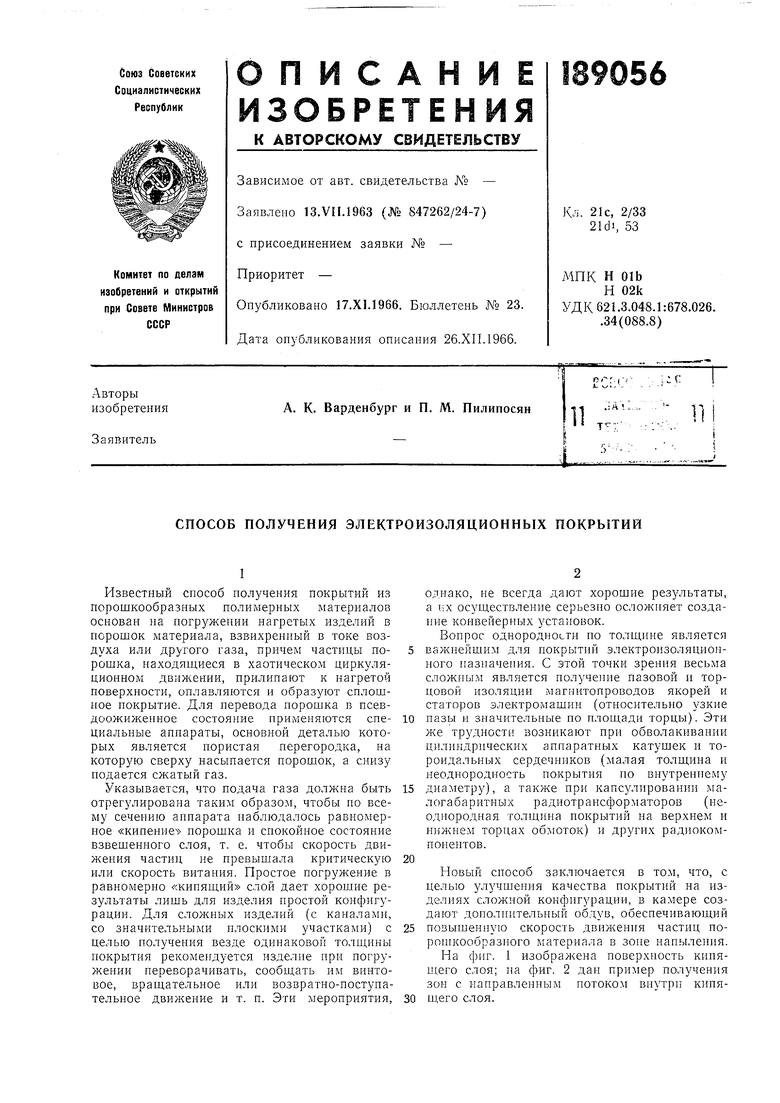
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения полимерных покрытий | 1980 |
|
SU937046A2 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| СУСПЕНЗИЯ ДЛЯ ИЗОЛИРУЮЩЕГО ПОКРЫТИЯ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2006 |
|
RU2408647C2 |
| Способ получения полимерных покрытий | 1977 |
|
SU689742A1 |
| Способ получения полимерных покрытий | 1971 |
|
SU434709A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЦИРКОНИЯ ИЛИ СПЛАВОВ НА ЕГО ОСНОВЕ ПЕРЕД ГАЛЬВАНИЧЕСКИМ НИКЕЛИРОВАНИЕМ | 2016 |
|
RU2649112C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТАЛИЗАТОРА | 1992 |
|
RU2047354C1 |
| УСТРОЙСТВО ДЛЯ КРАШЕНИЯ ХЛОПЧАТОБУМАЖНОЙ ПРЯЖИ И НИТИ ПОРОШКОВЫМИ КРАСИТЕЛЯМИ В СМЕСИ С ГИДРОТРОПНЫМИ ВЕЩЕСТВАМИ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 2005 |
|
RU2282691C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2448808C1 |
| СПОСОБ ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2003 |
|
RU2245938C1 |
