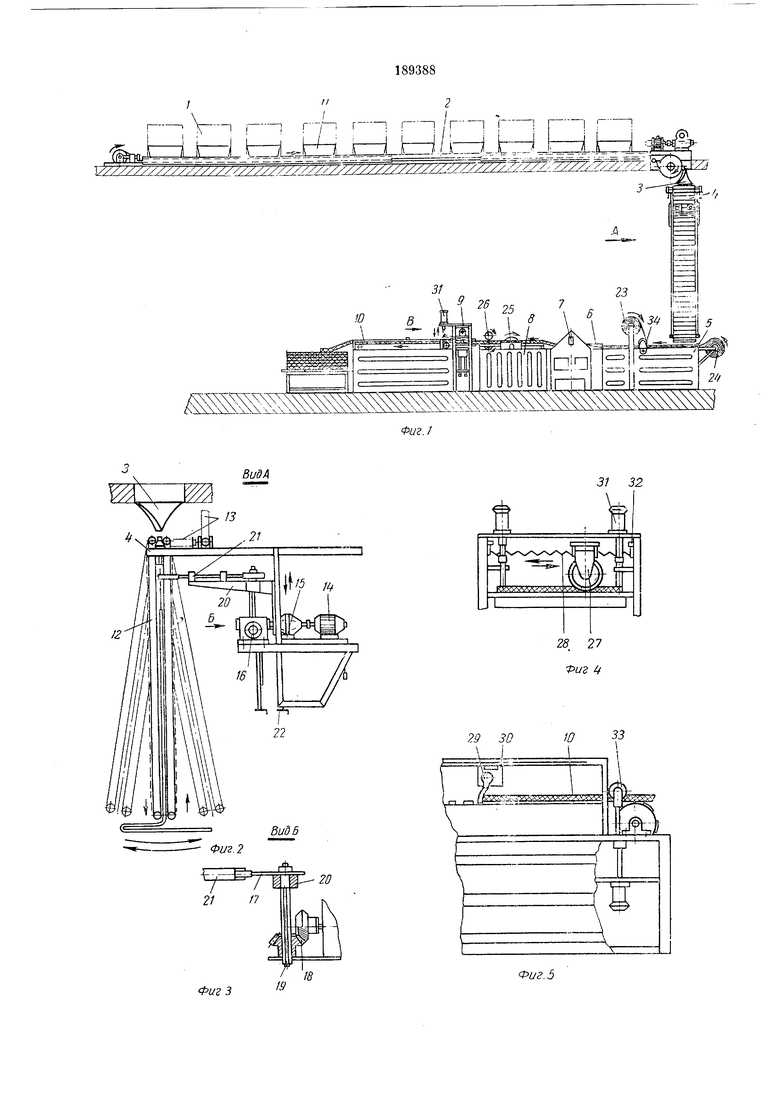
Предлагаемая поточная линия для производства автопрокладок содержит известные в промышлеппости машины и механизмы с модернизацией их примепительно к данному производству. Поточная лииия дополнена рядом механизмов и приспособлений таким образом, что функции транспортирования полуфабриката совмещены с выполнением технологических операций. Это позволяет расширить ассортимент вырабатываемых изделий и повысить производительность труда. В поточной линии совокупно примепены последовательно устаповленные по ходу технологического процесса чесальные машины, наполып 1Й транспортер для приема прочеса с чессльных машин, передаточный лоток для поворота ватного слоя па 90° и передачи его па укладчик для раскладки зигзагом на нижнее полотно ткани с последуюшим покрытием верхним полотном ткани, тамбурная многоигольная машина для ирошивки ватного слоя, механизм продольной резки иа требуемую ширину автопрокладки, станок для поперечной резки автопрокладки и выходной трансиортер. Для приема прочеса чесальные машины оснащепы съемными лотками. кладки имеет дисковый нож, ходовой винт, электромагиитный прижим и конечные выключатели. Привод содержит электродвигатель, редуктор и эксцентрик с шатуном, причем для изменения амплитуды колебания укладчика он смонтирован с возможностью перемещеиия его в вертикальном паправлеиии. На фиг. 1 изображен общий вид поточной линии; на фиг. 2 - вид по стрелке Л на фиг. 1; на фиг. 3 - вид по стрелке Б иа фиг. 2; иа фиг. 4 - вид по стрелке В иа фиг. 1; па фиг. 5 - часть отборочного транспортера с электромагнитным прижимом. Поточная линия включает ряд параллельно устаиовлеииЕз х чесальных машин 1 для выработки прочеса, нанольный транспортер 2 для нриема прочеса с чесальных машип, иередаточиый лоток 3, укладчик 4 прочеса зигзагом иа стол 5, забортовочное приспособление 6, тамбурную мпогоигольную машину 7, мехаиизм 8 для продольной резки автопрокладки, станок 9 для поперечной резки автопрокладки и выходной траиспортер 10. Все оборудоваиие размещено последовательно по ходу техпологического ироцесса.
Последний состоит из двух взаимосвязанных планочных транспортеров 12, приводимых в движение от напольного транспортера 2 через цепь 13, и совершает колебательное движение 01 привода, содержащего электродвигатель 14, вариатор 15 и червячный редуктор 16. Редуктор передает вращение эксцентрику 17 через коническую пару 18 и щлицевый валик 19, который связан с кронщтейном 20 и щпонкой соединен с эксцентриком 17. На кронщтейне 20 в подщипниках установлен щатун 21, щарнирно соединенный с рамой транспортеров 12 укладчика. Для изменения амплитуды колебаний укладчика нри сохранении их линейной скорости транспортеров кронщтейн 20 перемещается в вертикальном направлении с помощью ходового винта 22. На столе 5 смонтированы приспособления для, укрепления рулонов 23 и 24 с тканью для нижнего и верхнего полотен обкладки ватного слоя. Для забортовки краев материала перед тамбурной прошивной машиной 7 помещено забортовочноеШриспособление 6 с прижимными роликами. Для продольной резки автопрокладкк на требуемую ширину служит механизм 8, состоящий из дисковых ножей 25, установленных на вращающемся валу вдоль материала с возможностью перемещения вдоль вала по скользящей шпонке при изменении ширины разрезаемого материала, и тянущих роликов 26.
Поперечная резка материала производится на станке 9, который снабжен дисковым ножом 27, перемещающимся поперек автопрокладки лри помощи ходового винта 28, датчиком, состоящим из щупа 29 и конечного выключателя 30, установленного на планке выходного транспортера 9, и электромагнитными прижимами 31 для фиксации материала во время его резки. Выходной транспортер 10 имеет конечный выключатель 32 и электромагнитный прижим 33, включаемый при обрыве иепрорезанных нитей материала.
Работает устройство следующим образом.
Снятый с чесальных машин 1 прочес проходит через съемные лотки 11, при помощи которых помещается на напольный транспортер 2, откуда ватный слой подается в передаточный лоток 3. Из передаточного лотка ватный слой поступает на транспортеры 12 укладчика 4. Вследствие колебания транспортеров 12 ватный слой зигзагообразно раскладывается на стол 5 на нижнее полотно ткани, подаваемое с рулона 23 на стол 5. Проходя между тянущими роликами 34, ватный слой накрывается сверху полотном ткани, подаваемым со второго рулона 24. При помощи забортовочного приспособления 6 края нижнего полотна загибаются на верх ватного слоя. Далее последний вместе с тканью прощивается на тамбурной многоигольной машине 7, в результате чего получается автопрокладка. После прощивки автопрокладка протягивается роликами 26 па выходной транспортер 10, на пути к которому разрезается вдоль на заданную ширину дисковыми ножами 25 и ноперек - на станке 9. При движении материал упирается передним краем в щуп 25, воздействующий на конечный выключатель 30, который включает электромагннтпые нрижимы 31, фиксирующие материал в неподвижном положении, и дисковый нож 27, который, перемещаясь поперек
автопрокладки, разрезает его на отрезки заданной длины.
По окончании резки нол 27 воздействует на конечный выключатель 32, отключая электромагнитные прижимы 31 и включая прижим 33,
который удерживает отрезанную часть материала и отрывает непрорезанные нити.
Предмет изобретения
1. Поточная линия для производства автопрокладок, отличающаяся тем, что, с целью комплексной механнзации производства и повышения производительности труда в ней совокупно применены последовательпо установленные по ходу технологического процесса чесальные машины, нанольный транспортер для приема прочеса с чесальных машин, нередаточный лоток для поворота ватного слоя на 90° п передачи его на укладчик для раскладкп зигзагом на нижнее полотно ткани с последующим покрытием верхним нолотном ткани, тамбурная многоигольная машина для прошивки ватного слоя, механизм продольной резки на требуемую ширину автопрокладки, станки для поперечной резки автопрокладки и выходного транспортера.
2. Линия по п. 1, отличающаяся тем, что чесальная машина оснащена съемными лотками для приема прочеса.
3. Линия по п. 1, отличающаяся тем, что укладчик выполнен в виде взаимосвязанных планочных транспортеров и оснащен приводом для сообщения ему колебательного движения, состоящим из электродвигателя, редуктора и
эксцентрика с шатуном, причем для изменения амплитуды колебания укладчика привод смонтирован с возможностью перемещения его в вертикальном направлении. 4. Линия по п. 1, отличающаяся тем, что
станок для поперечной резки автопрокладки оснащен дисковы1 { ножом, ходовым винтом, электромагнитным прижимом и конечными выключателями.

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства ватников | 1983 |
|
SU1381211A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕРЕВЯЗОЧНЫХ ПАКЕТОВ ПЕРВОЙ ПОМОЩИ | 1972 |
|
SU415339A1 |
| Устройство для обработки трикотажного полотна | 1990 |
|
SU1724759A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЙЛОЧНОГОПОЛОТНА | 1972 |
|
SU417549A1 |
| ПОТОЧНАЯ ЛИНИЯ для чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1966 |
|
SU182681A1 |
| Поточная линия для производства фильтров | 1972 |
|
SU450010A1 |
| ПОТОЧНАЯ ЛИНИЯ для УПАКОВКИ ПРОЧЕСА ВОЛОКНИСТОГО МАТЕРИАЛА В КИПЫ ЗАДАННОГО ВЕСА | 1969 |
|
SU252131A1 |
| Поточная линия для производства фильтров | 1976 |
|
SU662641A1 |
| ПОТОЧНАЯ ЛИНИЯ В ХЛОПКОПРЯДЕНИИ | 1968 |
|
SU218023A1 |
| УСТАНОВКА ДЛЯ РАЗМЕТКИ И РАЗБРАКОВКИ СУРОВЫХ ТКАНЕЙ | 1968 |
|
SU206546A1 |