Г
1 /г©;з гбЬгвп rQi
. /j
/ххххшу/ух/
/ еаяеаае -мг« еел11 жихжялел .уаиииой fMiMMi WA
rQi
fMiMMi WA
г-J, / JL
Г2
fptje.l
Изобретение относится к текстильной промышленности, в частности к производству нетканых материалов, а именно ватников, используемых в сидениях транспортных средств.
Цель изобретения - повьшениепроизводительности при одновременном повышении надежности.
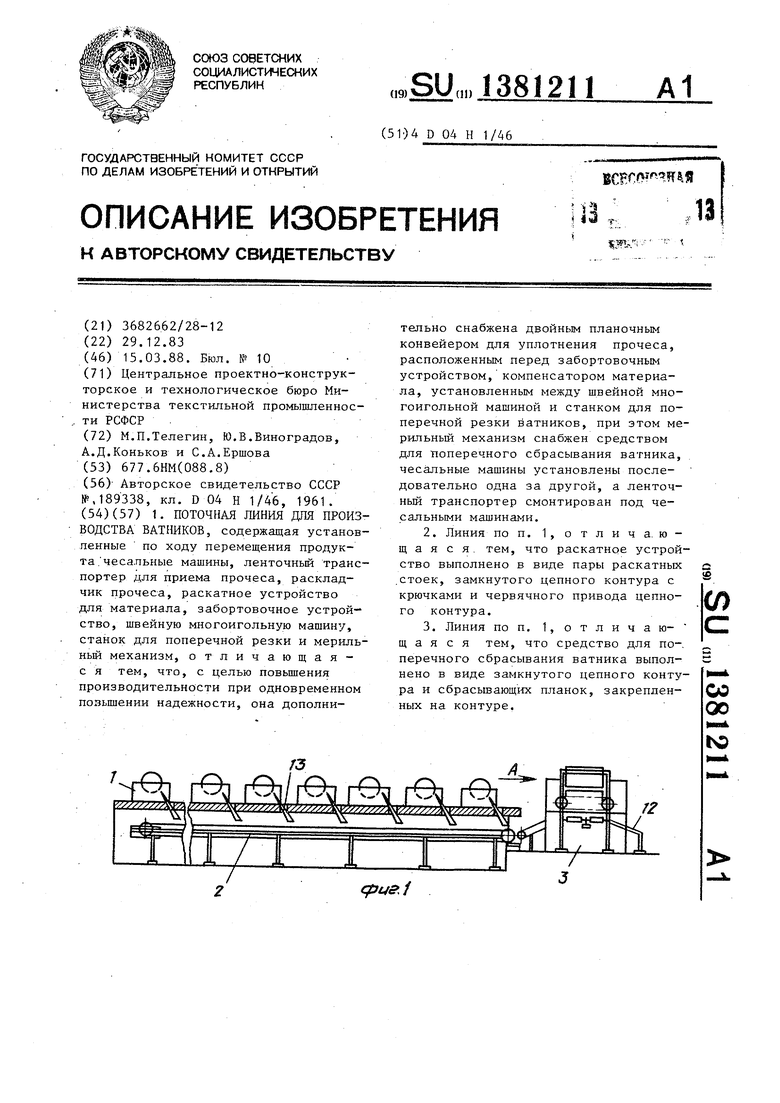
На фиг. 1 схематически изображена поточная ЛИНИЯ на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - вид Г на фиг. 2; на фиг.6 - вид Д на фиг. 5.
Поточная линия включает ряд последовательно установленных чесальных машин 1 для выработки прочеса, ленточный транспортер 2 для приема прочеса с чесальных машин,смонтированный под чесальными машинами, расклад чик 3, раскладывающий прочес зигзагом на поперечный транспортер 4, рас катное устройство 5 для непрерывной подачи ткани для ватников, двойной планочньй конвейер 6, забортовочное устройство 7 для.подлреесовки прочеса и поддачи его в известную многоигольную машину 8, компенсатор 9. с анок 10 для поперечной резки ватни ков и мерильньш механизм 11 для промерив ания длины ватников и средство для поперечного сбрасывания ватника на приемньй стол 12.
Линия работает следующим образом.
Снятьш с чесальных машин 1 прочес проходит через съемные лотки 13, при помощи которых помещается на ленточный транспортер 2, откуда подается в раскладчик 3 прочеса. Поперечный транспортер 4 и двойной планочньй конвейер 6 предварительно заправляются тканью с раскатного устройства 5 через ролики 14 и 15, Каретка раскладчика 3 зигзагом укладывает прочес на нижнее полотно ткани. Попереч ньй транспортер 4 перемещает уложен- ньй на него прочес в двойной планочньй конвейер 6, где прочес накрьша- ется сверху полотном ткани, сжимается и при помощи забортовочного устройства 7 края нижнего полотна загибаются на верх ватного слоя. Далее прочес вместе с тканью прошивается на тамбурной многоигольной машине 8, в результате чего получается непре- рьшное полотно ватника. После прошивки полотно ватника через компенсатор 9 подается в прижимные ролики 16
10
15
20
25
30
35
40
45
50
55
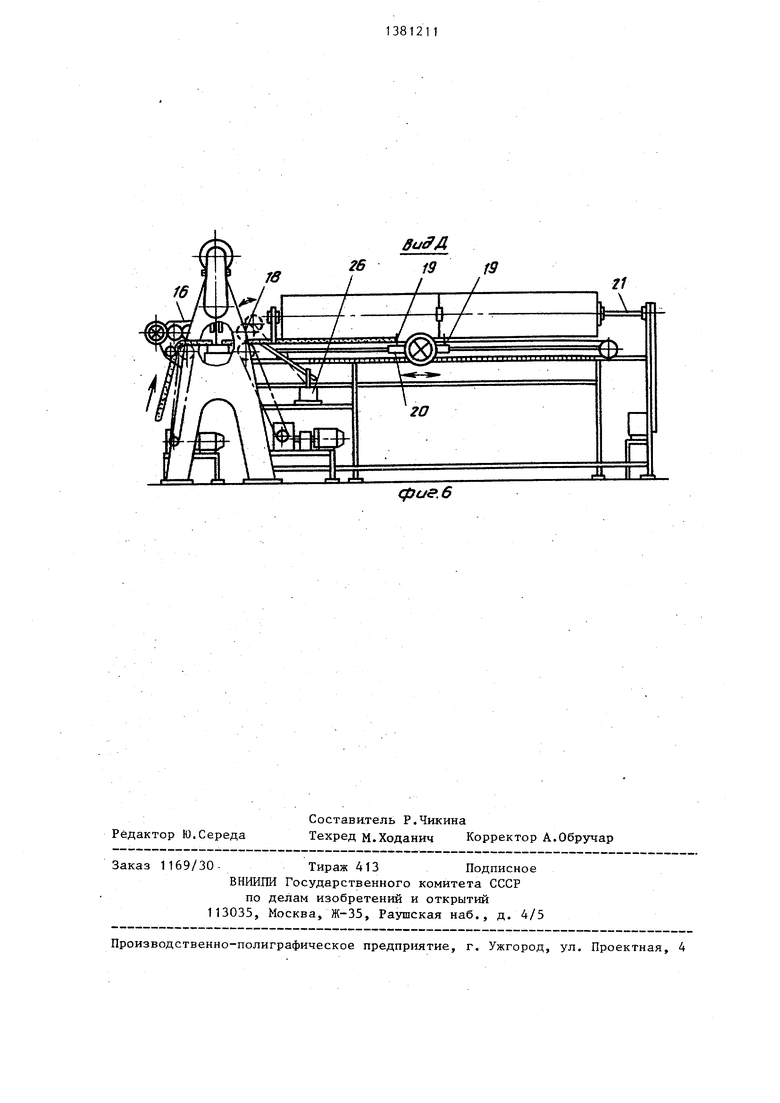
станка 10 и далее на планочньй конвейер 17 мерильного механизма 11, проходя под прижимной ролик 18 до первого конечного выключателя 19, установленного на -каретке 20. Последняя устанавливается на необходимое деление по шкале 21. Первьй конечньй выключатель 19 включает приводы планочного конвейера 17 и прижимных роликов 16 и включает привод ходового винта 22, дисковьй нож 23, перемещаясь поперек полотна ватника, разрезает его. Дойдя до конечного положения он нажимает на конечный выключатель 24, выключаются приводы дискового ножа 23 и планочного конвейера 17. Отрезанньй ватник проходит до .второго конечного выключателя 19, торьй выключает привод планочного конвейера 17 и включает привод средства для поперечнйго сбрасывания ватника на приемньй стол 12, посредством конечного переключателя 25 останавливает привод механизма 21 сталкивания и включает приводы прижимных роликов 16 и планочного конвейера 17. Электромагниты 26 поднимают прижимной ро-. лик 18 в верхнее положение. Цикл резки полотна ватника повторяется.
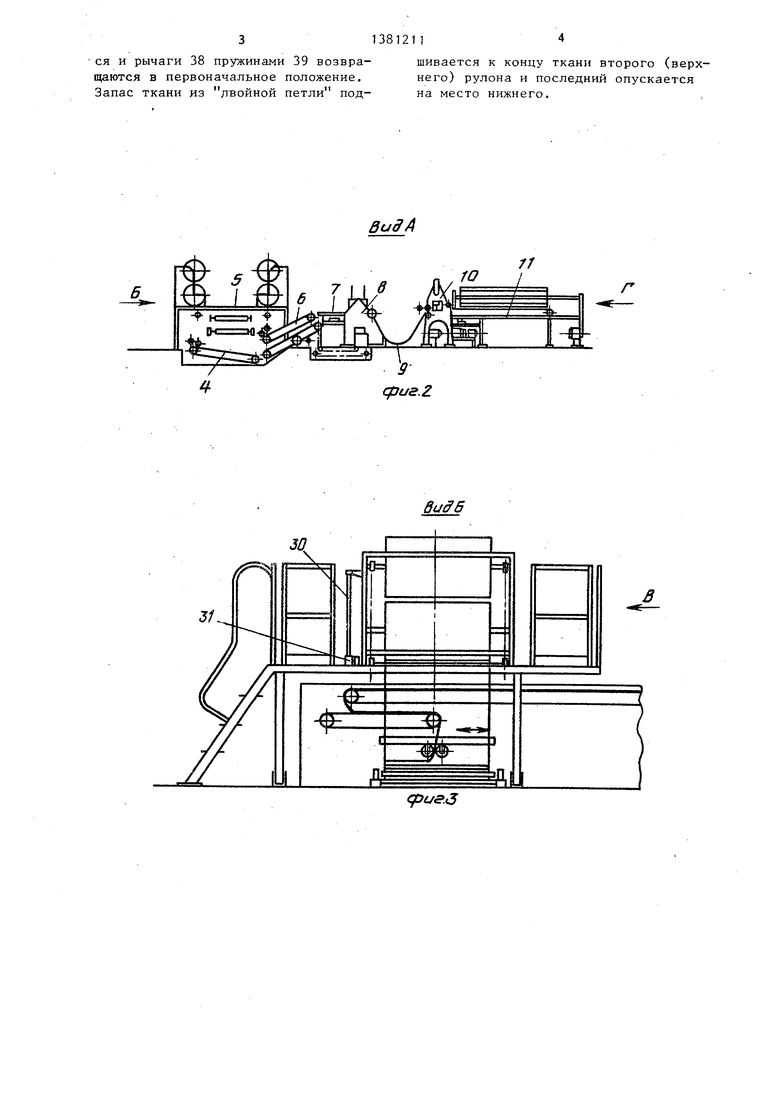
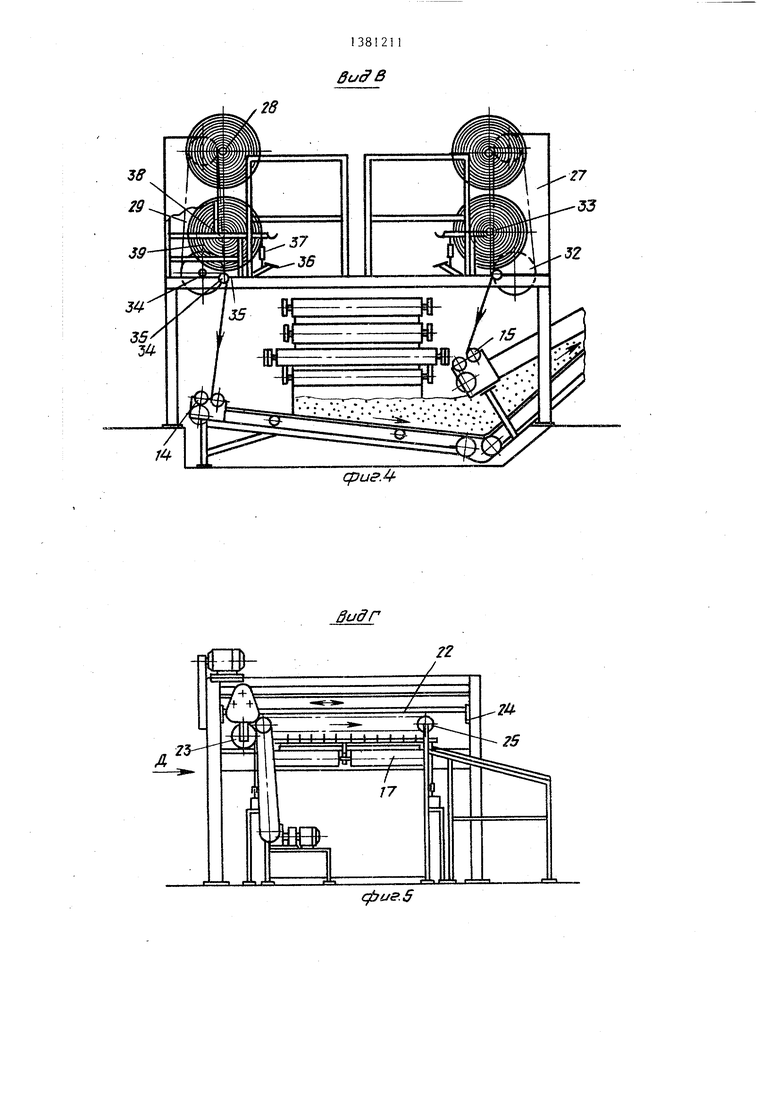
Для обеспечения непрерывной работы поточной линии ткань подают на поперечньй транспортер 4 и двойной планочньй конвейер 6 беспрерывно, не останавливая линии. Для этого в линии предусмотрено раскатное устройство 5j которое работает следующим образом. Рулоны ткани подают на раскатные стойки 27 и устанавливают на крючки 28 цепей 29. Вращая приводные рукоятки 30 посредством червячной пары 31, звездочек 32 и цепей 29 рулон опускают и устанавливают в подшипники 33. Ткань через заправочньй ролик 34 заправляется или на поперечный транспортер 4, или на двойной планочньй конвейер 6. Рулон, вращаясь в подшипниках, разматывается. Крючки 28 подаются в исходное положение и на них устанавливают следующий рулон. По мере срабатьгоания первого рулона устройство 35 отделения двойной пет ли подает запас ткани на пол площадки. Освободившийся валик рулона, посредством нажатия на педаль 36 через тягу 37 рычага 38 сбрасывает валик, которьй скатывается по рычагам 38 на их загнутые концы. Валик снимает3
ся и рычаги 38 пружинами 39 возвращаются в первоначальное положение. Запас ткани из двойной петли под
шивается к концу ткани второго (верхнего) рулона и последний опускается на место нижнего.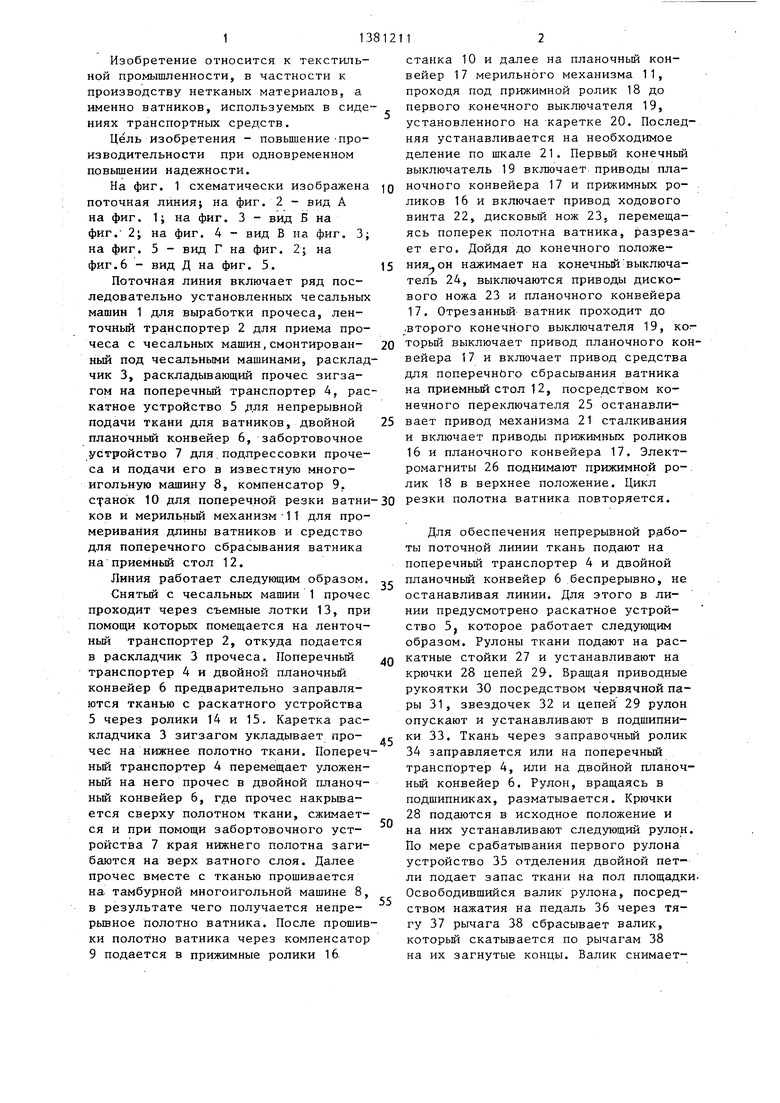
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА АВТОПРОКЛАДОК | 1966 |
|
SU189388A1 |
| Устройство для обработки трикотажного полотна | 1990 |
|
SU1724759A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ВОЛОКНА ИЗ КОРОТКОГО ЛЬНА | 1999 |
|
RU2153033C1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| ПОТОЧНАЯ ЛИНИЯ ОТДЕЛКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1971 |
|
SU303388A1 |
| Устройство для формирования настилов полотен рулонного материала и подачи их к вырубному прессу | 1983 |
|
SU1125178A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ЛЬНЯНОГО ВОЛОКНА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132422C1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
31
Ви8А
//
вм1б
CfJUSj
3ff 29
39
(риг.
ЗидГ
фи&,5
21
фи.б
| УСТРОЙСТВО для чистки ШПИНДЕЛЕЙ НАЖИМНЫХ ВАЛИКОВ ВЫТЯЖНЫХ ПРИБОРОВ ПРЯДИЛЬНЫХ Л11АШИН | 0 |
|
SU189338A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
