При изготовлении крупногабаритных изделий из отдельных частей способом электрошлаковой сварки )з результате усадки металла шва изменяются первоначальные (установленные до сварки) геометрические размеры, например диаметр.
В настоящее время сварка таких изделий производится пластинчатым электродом. При таком способе сварки усадка металла шва достигает 6-10 мм (в зависимости от толш,ины). В связи с этим прибегают к увеличению припуска на последующую механическую обработку.
Предложенный способ позволяет сохранять постоянными геометрические размеры свариваемых детнотей за счет того, что перед сваркой в зазор между свариваемыми стыками устанавливают металлические вкладыши, которые при сварке сплавляют с обеих сторон с металлом шва.
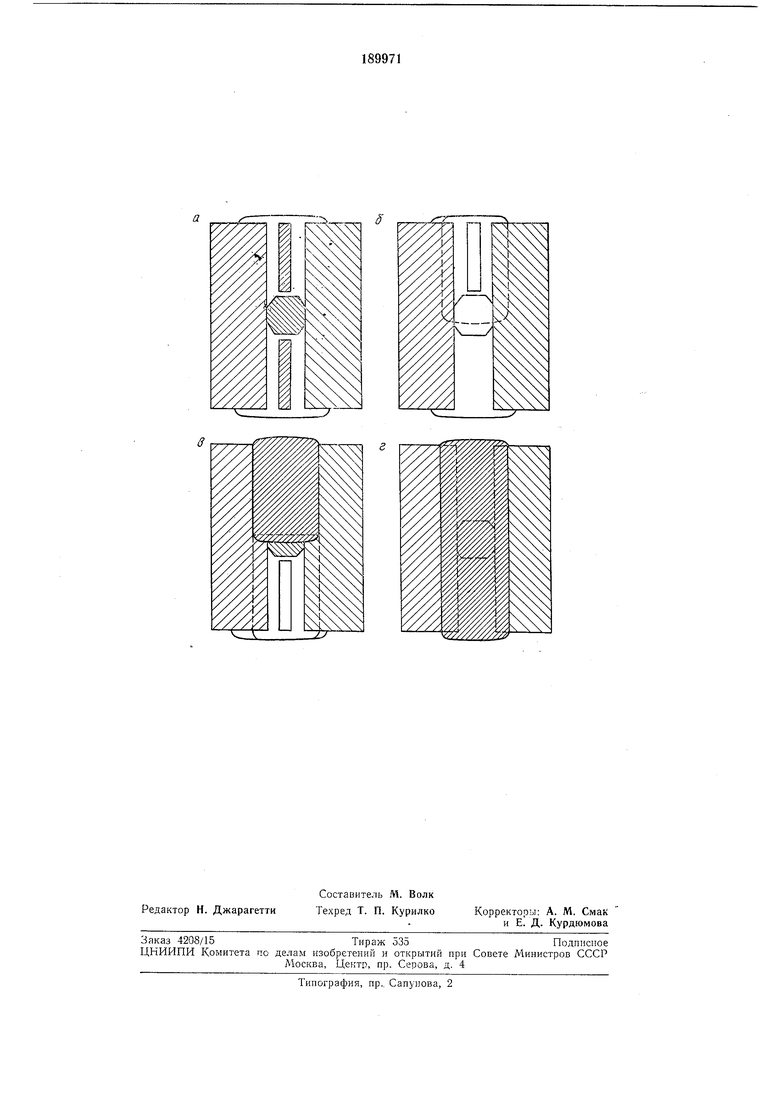
Описываемый способ сварки поясняется чертежом.
В стык (зазор между торпами отдельных секторов) предварительно собранной кольцевой заготовки до сварки вставляют вкладыши из свариваемого материала. Они представляют собой пластины определенной толщины
(зависит от сечения колец) с обработанными на конус сторонами. Сварка производится поочередно сначала с одной стороны вкладыша, затем с другой. В местах обработки сторон вкладыша на конус происходит двустороннее оплавление.
Не обязательно полностью переплавлять вкладыши. Достаточно только полностью оплавить их со стороны конусной части, а цент0ральная часть может быть проплавленной не на всю толщину. В этом случае металл шва будет «армирован кованым (катаным) металлом в центре, что приведет к повышению прочности сварного соединения.
5
Предмет изобретения
Способ электрошлаковой сварки пластинчатым или проволочным электродом, при кото0ром сварку выполняют сначала с одной стороны стыка, а затем с другой, отличающийся тем, что, с целью сохранения геометрических размеров сварных деталей постоянными, перед сваркой, в зазор между свариваемыми
5 стыками устанавливают металлические вкладыши, которые при сварке сплавляют с обеих сторон с металлом шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки | 1979 |
|
SU823038A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАСТИНЧАТЫМ ЭЛЕКТРОДОМ | 1990 |
|
RU2014978C1 |
| Способ электрошлаковой сварки | 1977 |
|
SU1052356A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Способ электрошлаковой сварки высокотеплопроводных материалов | 1980 |
|
SU929368A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1971 |
|
SU291768A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |