Известны станки для изготовления изделий из пластин древесины, включаюш,ие установленные на станине вертикальный и горизонтальный гидравлические цилиндры, стол и прессформу.
Чтобы обеспечить изготовление втулок, предлагают следуюгцую конструкцию станка.
На конце штока горизонтального гидравлического цилиндра смонтированы дугообразные шарнирные рычаги, соединенные с роликовой обжимкой для иластины, устанавливаемой на столе.
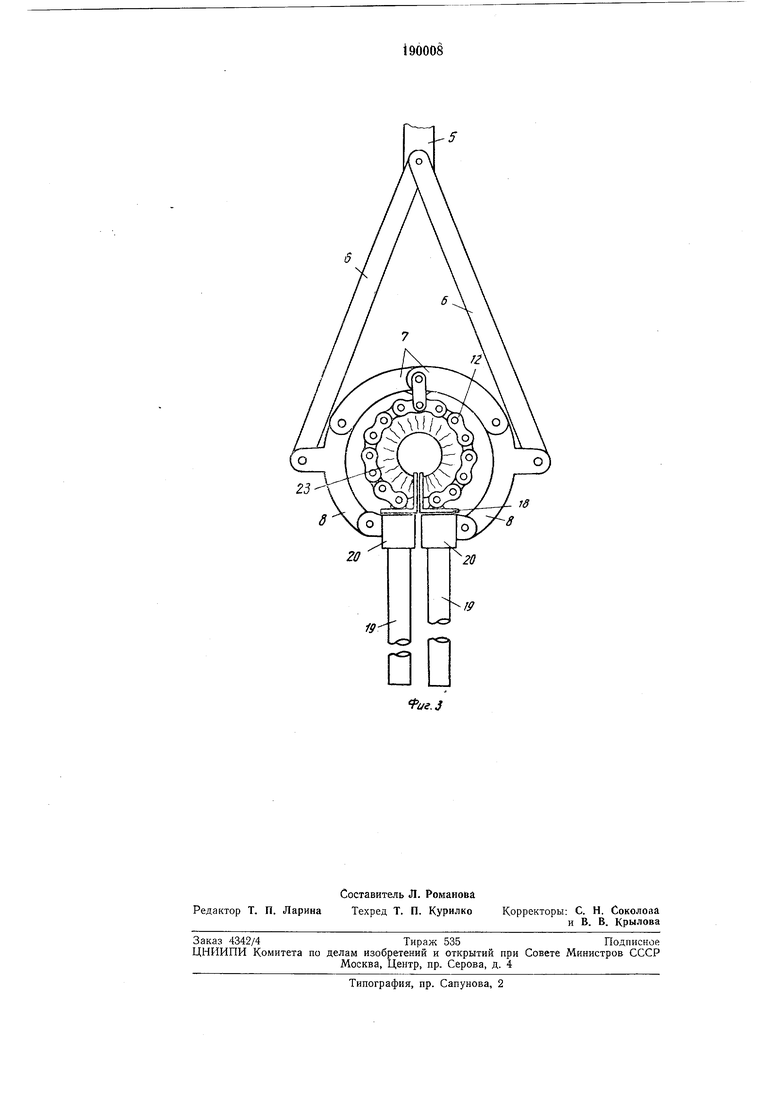
На фиг. 1 изображен описываемый станок, общий вид; па фиг. 2 - разрез ио А-А на фиг. 1; на фиг. 3 - уз&л станка.
Два гидроцилиндра / и 2 укреплены взаимно иериендикулярно на станине 3, размещенной на треугольной опоре 4. На штоке 5 горизонтального гидравлического цилиндра 1 смонтированы рычаги 6 и дугообразные шариирные рычаги 7 и 8. Горизонтальный гидроцилиндр укреплен иа отрезке 9 двутавровой балки, которая может передвигаться ио нижнему основанию станины и стопориться в нужном положении стопорными болтами 10. К переднему концу балки привареи штырь /Л служащий опорой для системы рычагов и центрального ролика обжимки 12 через плаику 13. На нижпем основании стаиины иа двух опорах 14 укреплен стол 15, в центре которого
имеется отверстие, куда вставляется переходной конус 16. Сверху по окружности конуса приварена шайба 17, вокруг которой огибается при гнутье роликовая обжимка 12. Она
состоит из нечетного набора роликов, соединенных по торцам, как звенья цепи. Центральный ролик нижним удлиненным концом заходит в специально для него сделанное углубление в столе 15, а верхним, также удлиненным концом, закреплен неподвижно через планку 13. К крайним роликам приварены упоры 18 из толкового железа, к которым посредине приварены гнутарные рычаги 19. С системой рычагов, соединенных со штоком 5 горизонтального цилиндра 1, гнзтарные рычаги 19 связаны втулками скольжения 20. Внизу переходного конуса 16 (по его меньшей окружности) нривареиа полушайба для удобной и быстрой центрации прессформы относительно
переходпого конуса. Нрессформа устанавливается на тарелку 21, которая с помощью винта 22 плотно поджимает прессформу под переходиой конус. Роликовая обжимка и переходной конус съемные и изготавливаются
н)окных размеров в зависимости от диаметра и длины заготовок. Нластины древесины г влажностью насыщения волокна в распаренном состоянии закладывают между упорами 18 роликовой обжимки 12. Затем включают
ся в стороны и давят на дугообразные рычаги 8, которые, расходясь, заставляют через втулки 20 каждый из гнутарных рычагов 9 описывать полуокружность. Роликовая обжимка 12, сворачиваясь вокруг шайбы 17 в окружность, производит гнутье пластинки 23. Края пластинки, соприкасающиеся с упорами 18, перед закладкой в роликовую обжимку 12 смазывают казеиновым клеем. С помощью вертикального гидроцилиндра 2 загнутая пластина 23 через переходной конус 16 перегоняется в прессформу. В процессе перегонки происходит плотное склеивание загнутых сторон пластины и подпрессовка поперек волокон (перпендикулярно плоскости гнутья).
После подпрессовки щток вертикального цилиндра поднимается, шток горизонтального
цилиндра возвращается в первоначальное положение, роликовая обжимка распределяется, винт 22 ослабляется, тарелки 21 и нрессформа с заготовкой отправляются в сушку. , После этого цикл работы станка повторяется.
Предмет изобретения
Станок для изготовления изделий из пластин древесины, включающий установленные
на станине вертикальный и горизонтальный гидравлические цилиндры, стол и прессформу, отличающийся тем, что, с целью изготовления втулок, на конце штока горизонтального гидравлического цилиндра смонтированы дугообразные шарнирные рычаги, соединенные с роликовой обжимкой для пластины, устанавливаемой на столе.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления подшипников скольжения из модифицированной древесины | 1987 |
|
SU1428575A1 |
| Приспособление для гнутарного станка с нажимным ведомым роликом для сцепления его с заготовкой и отвода от нее | 1941 |
|
SU80331A1 |
| ГНУТАРНЫЙ СТАНОК | 1969 |
|
SU238767A1 |
| РОТОРНАЯ ПОЛУАВТОМАТИЧЕСКАЯ Л1НОГОСЕКЦИОННАЯ ЛААШИНА ДЛЯ ПРЕССОВАНИЯ ГРАММОФОННЫХ ПЛАСТИНОК | 1964 |
|
SU164117A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| НОГОПОЗИЦИОННЫЙ ВУЛКАНИЗАТОР | 1970 |
|
SU271791A1 |
| Гнутарный станок | 1960 |
|
SU136031A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
.i 2
,5
