Известны механизмы установки стержня станов холодной прокатки труб с торцовой загрузкой.
Особенностью описываемого устройства является то, что зажимы стержня смонтированы на общей подвижной раме и представляют собой отдельный узел с самостоятельным приводом перемещения. Это позволяет механизировать процесс настройки стана па размер прокатываемой трубы во время его работы. Кроме того, привод перемеш,ения узла зажимов может быть выполнен винтовым с приводными винтами, а для выборки зазоров применен гидравлический уравновешивающий механизм.
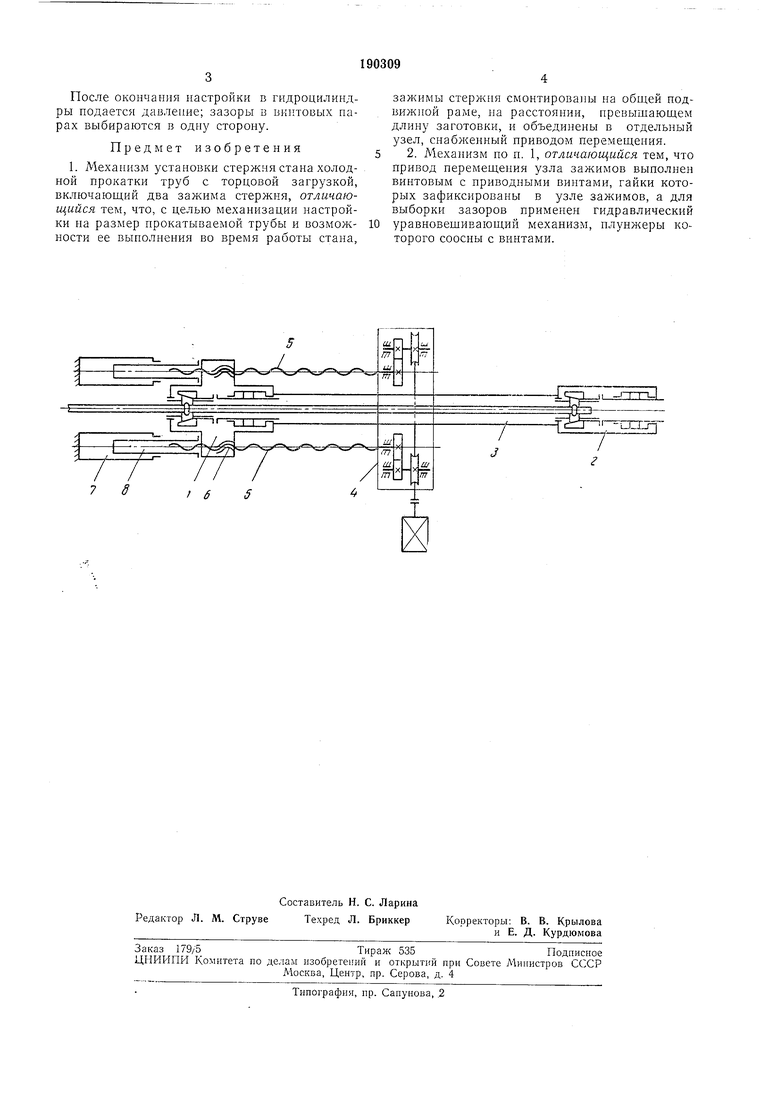
Па чертеже показана кинематическая схема описываемого механизма.
Зажимы / и 2 стержня кулачкового типа, связанные между собой жесткой промежуточной рамой 3, установлены на расстоянии друг от друга, превышающем длину заготовки. Для одновременного перемещения патронов применен механизм перемещения 4 с винтами 5, зафиксированными в осевом направлении в его корнусе. Гайки 6 закрепляются в корпусе одного из зажимов стерлсня, например переднего зажима /. Соосно с винтами устанавливаются гидроцилиндры 7, плунжеры 8 которых упираются в торец корпуса зажима /.
В связи с тем, что механизм выполняет одновременно функции двух механизмов: механизма настройки на размер прокатываемой трубы и механизма извлечения оправки из очага деформации для осмотра и замены ее, длина винтов равна длине хода зажимов, необходимой для извлечения оправки из очага деформации. Ход плунжеров гидроцилиндров, предназначенных для выборки зазоров в винтовых парах 5 н 6 при работе стана, выбирается соответствующим длине участка, па котором производится регулировка положения оправки.
При работе стана зажимы 1 и 2 неподвижны. Рабочая жидкость в гидроцилиндры подается иод давлением, что и обеспечивает жесткую фиксацию зажимов в осевом направлении.
При необходимости настройки положения оправки на размер прокатываемой трубы или для извлечения оправки давление в гидроцилиндрах снимается и плунжеры освобождают корпус зажима /, а оба зажима получают требуемое перемещение за счет вращения винтов с помощью электродвигателя через зубчатые передачи механизма перемещения.
После окончания настройки в гидроцилиндры подается давление; зазоры в винтовых нарах выбираются в одну сторону.
Предмет изобретения
1. MexaiuoM установки стержня стана холодной прокатки труб с торцовой загрузкой, включающий два зажима стержня, отличающийся тем, что, с целью механизации настройки на размер нрокатываемой трубы и возможности ее выполнения во время работы стана.
зажимы стержня смонтированы на общей подвижной раме, на расстоянии, нревыщающем длину заготовки, и объединены в отдельный узел, снабженный приводом перемещения.
2. Механизм по н. 1, отличающийся тем, что привод перемещения узла зажимов выполнен винтовым с нриводными винтами, гайки которых зафиксированы в узле зажимов, а для выборки зазоров применен гидравлический уравновешивающий механизм, нлунжеры которого соосны с винтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Механизм установки оправочного стержня стана холодной прокатки труб | 1981 |
|
SU1031542A1 |
| УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ НАЖИМНЫХ МЕХАНИЗМОВ МНОГОВАЛКОВОГО СТАНА ПОПЕРЕЧНО-БИНТОВОЙ ПРОКАТКИ | 1973 |
|
SU394120A1 |
| Устройство для компенсации упругой деформации стерня оправки трубопрокатного стана | 1976 |
|
SU617091A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1972 |
|
SU452401A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОКАТНОГО СТЕРЖНЯ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2352413C1 |
| Механизм установки валков вертикальной клети штрипсового стана | 1980 |
|
SU863033A1 |
