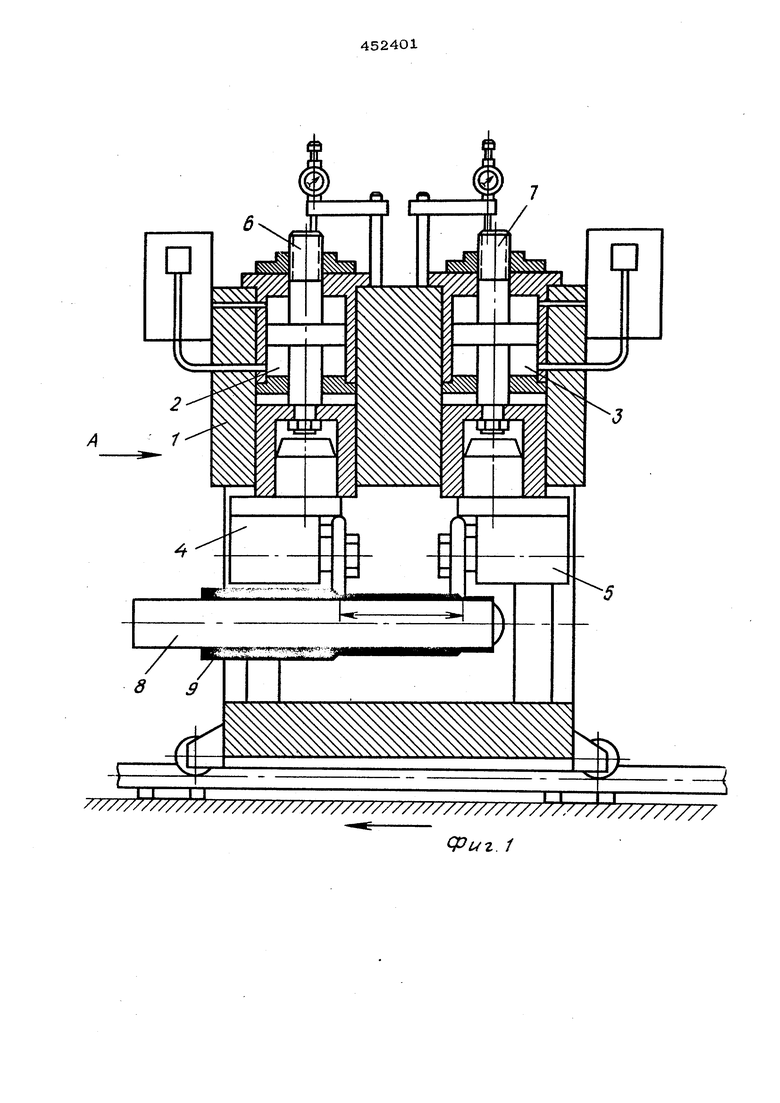
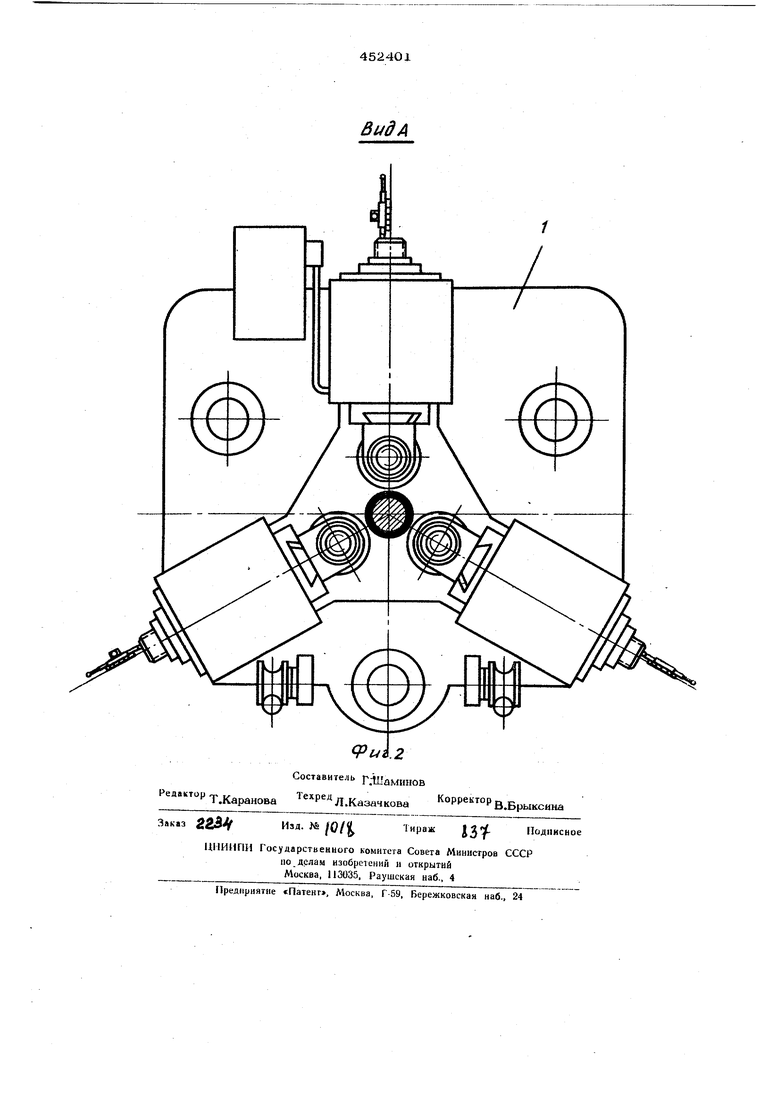
Изобретение относится к области обработки металлов давлением к предназначено для поперечно-винтовой прокатки ступенчатых труб. Известна рабочая клеть стана поперечно-винтовой прокатки полЫх изделий, содержащая смонтированные в корпусе узлы рабочих валков с гидроцилиндрами их радиального перемещения. Цель изобретения - улучшение производительности н расширение технологических возможностей стана. Это достигается тем, что предлагаемая клеть снабжена расположенной в корпусе дополнительной группой рабочих валков с .гидроцилиндрами их радиального перемещения основных рабочих валков, при этом пло- 1СКОСТИ, проходящие через оси гидроцилиндро валков каждой группы, параллельны между собой и перпендикулярны оси проката. На фиг. 1 изображена описываемая клеть в разрезе по оси прокатки; на фиг. 2 - то же, в поперечном разрезе (вид по стрелке ;А на фиг. 1). Клеть стана ротационного выдавливания состоит из корпуса 1, выполненного в виде замкнутого контура, в радиальных расточках которого смонтированы силовые гидроцилиндры 2 и 3 радиального перемещения передних 4 и задних 5 узлов валков. Привод силовых гидроцилиндров независимый. Для регулировки хода гидроцилиндров на резьбовые концы их щтоков навернуты гайки, которые своими торцами при перемещении щтоков 6 и 7 могут упираться в торцы крыщек, тем самым ограничи- .вая ход гидроцилиндров, что обеспечивает настройку валков с определенным зазором по отнощению к опраьке 8. С целью сокращения габаритных размеров клети и уменьщенин ее рабочего хода узлы валков смонтированы навстречу друг другу, поэтому для удобства смены валков и возможности их монтажа вне стана узлы валков вьтолнены в виде сменных бло« ков с валками. Работа многовалковой клети осуществ- i ляется следующим образом. Перед началом работы стана производят настройку передних 4 и задних 5 узлов валков на заданную величину стенки прокатываемого изделия так, что зазор между оправкой и валком соответствует заданной толщине прокатьтаемого ч9Депия.После настройки передних и задних валков на оправку 8 надевается п1 окатываемоеизде-. лие 9, включается вращегше оправки и в : очаг деформации подается, смаз рающе -ох(лаждающая жидкость. Пэреднне валки сводятся до упора гайки в торцы крышек. После этого подается команда на быстрый подвод клети, включается рабочая подача и передние валки 4 входят в контакт с прокатываемым изделием - начинается процесс прокатки. При перемещении клети на определенный размер подается команда на сведение задних валков 5. Они входят в кон такт с прокатьюаемым изделием, вьздавлива меньшую толишну стенки. При необходимости получать изделия с переменным нием толщины стенки передние и задние валки при осевом перемещении клети могут независимо друг от друга перемешаться в радиальном направлении, тем самым обеспечивая различные варианты изделий с переменным .сечением стенки. После окончания процесса прокатки подается команда на разведение передних и задних валков. Они выходят из контакта с прокатанным изделием. Затем останавливается вращение оправки, а при движении клети : назад прокатанное изделие снимается с оправки. Клеть возвращается в исходное положение для покатки следующей детали. Предмет изобретения Рабочая клеть стана поперечно-винтовой прокатки профилированных полых изделий, содержащая смонтированные в корпусе узлы рабочих валков с гидроцилиндрами их радиального перемещения, отличающаяся тем, что, с целью увеличения производительности и расщирения технологических возможностей стана, она снабжена расположенной в корпусе дополнительной группой рабочих валков с гидроцилиндрами их радиального перемещения, независим МО от перемещения основных рабочих валков, при этом плоскости, проходящие через оси гидроцилиндров валков каждой группы, параллельны между собой и перпендикулярны оси прокатки.
//ЛУ//////
. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Стан поперечно-винтовой прокатки | 1988 |
|
SU1555029A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Предварительно-напряженная клеть стана поперечно-винтовой прокатки | 1980 |
|
SU912373A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |