Известен полуавтомат для инжекционногр футерования термопластами металлических фасонных деталей типа фитингов, тройников, крестовин, отводов и других соединительных элементов труб, состоящий из инжекционного узла, зажимно о п испособления для фиксации поло кепия детали в процессе ее футеривания, электрогидравлической системы управления и транспортирующего устройства, связывающего позицию загрузки детали с зажимным приспособлением.
Такая установка риспособлена для использования в качество футеровочного материала лишь термопластов со стабильными свойствами. Это условие сужает область ее применения.
Предлагаемый полуавтомат отличается от известного конструктивным исполнением транспортирующего устройства в виде двух кареток со стержнями, попеременно подводимых с двух сторон по горизонтальным направляющим неподвижного стола к его центру до совмещения с направляющими стола вертикальной подачи кареток на позицию футерования. Это расширяет технологические возможности применения мащины.
тов, объединенных в жесткую конструкцию:
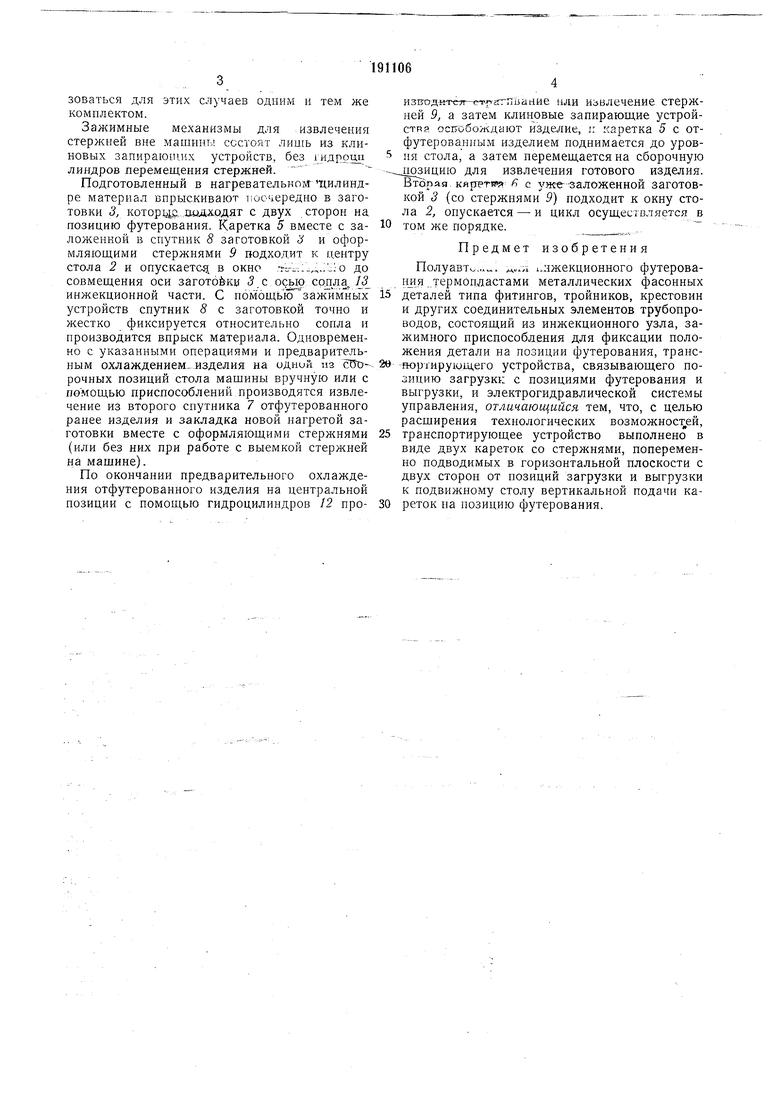
стандартная инжекционная часть / любой литьевой машины и специальный стол 2 для установки, подачи и фиксации заготовок 3.
Стол 2 имеет одну позицию футерования и две сборочные позиции для, закладки загото БОК И извлечения готовых изделий. По направляющим 4 стола перемещаются две каретки 5 и б со спутниками 7 и 8 для заготовок 3 и оформляющих стержней 9. Оси инжекционной части 1 и устройств для зажима и фиксации заготовок лежат ниже уровня стола. В зависимости от конфигурации футеруемого изделия стержни 9 выводят из отлив5ки полностью на машине или только страгивают с места для облегчения последующей выемки. В случае футерования криволинейных деталей, выемка стержней из футерованного изделия производится вне машины. По0этому машина оборудована различными зажимными устройствами.
Каждый зажимной механизм для вывода стержней на машине состоит из гидроцилиндра W для привода запирающего клина // и
5 гидроцилиндра 12 для вывода стержней 9.
В случае необходимости лищь стронуть стержни, не выводя их из отливки, применяется зажимной механизм, аналогичный описанному выще. Он отличается лишь величиной хода подвижных частей. Допустимо пользоваться для этих случаев одним и тем. же комплектом.
Залсимные механизмы для извлечения стержней вне машины состоят из клиновых запираюгтшх устройств, без гидрощ линдров перемещения стержней.
Подготовленный в нагревательном «цилиндре материал впрыскивают поочередно в заготовки 3, KOTOpijic.подходят с двух сторон на позицию футерования. Каретка 5 вместе с заложенной в спутник 8 заготовкой с и оформляющими стержнями 9 подходит к центру стола 2 и опускаете в окно ,:-,.i:.2O до совмещения оси заготовки 3с ооыо содла. / инжекционной части. С номощЬю зажимных устройств спутник 8 с заготовкой точно и жестко фиксируется относительно сопла и производится впрыск материала. Одновременно с указанными операциями и предварительным охлаждением--Изделия на одний из строчных позиций стола мащины вручную или с помощью приспособлений производятся извлечение из второго спутника 7 отфутерованного ранее изделия и закладка новой нагретой заготовки вместе с оформляющими стержнями (или без них при работе с выемкой стержней на мащине).
По окончании предварительного охлаждения отфутерованного изделия на центральной позиции с помощью гидроцилиндров 12 ироизвтздите71 -тлгггпиание ИЛИ извлечение стержней 9, а затем клиновые запирающие устройстяа освобождают изделие, i: каретка 5 с отфутерованным изделием поднимается до уровня стола, а затем перемещается на сборочную .дозицию для извлечения готового изделия. Вторяя кйртт-вд fi с уже заложенной заготовкой 3 (со стержнями 9} подходит к окну стола 2, опускается - и цикл осуществляется в том же порядке.
Предмет изобретения
Пoлyaвт.,л„. «„.л илжекционного футерован 1 я.термопластами металлических фасонных
деталей типа фитингов, тройников, крестовин и других соединительных элементов трубопроводов, состоящий из инжекционного узла, зал имного приспособления для фиксации положения детали на позиции футерования, транснор гирующего устройства, связывающего ноаицию загрузкк с позициями футерования и выгрузки, и электрогидравлической системы управления, отличающийся тем, что, с целью расщирения технологических возможностей, транспортирующее устройство выполнено в виде двух кареток со стержнями, попеременно подводимых в горизонтальной плоскости с двух стороп от позиций загрузки и выгрузки к подвижпому столу вертикальной подачи кареток па позицию футерования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная литьевая машина для литья изделий из термопластов | 1977 |
|
SU695835A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| Устройство для автоматической смены спутников на металлорежущем станке | 1983 |
|
SU1106637A1 |
| Устройство для вырубки заготовок из листовой резины | 1977 |
|
SU707819A1 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2389936C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНЖЕКЦИОННОГО ФОРМИРОВАНИЯ И ОХЛАЖДЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 2010 |
|
RU2523323C2 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2389941C2 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
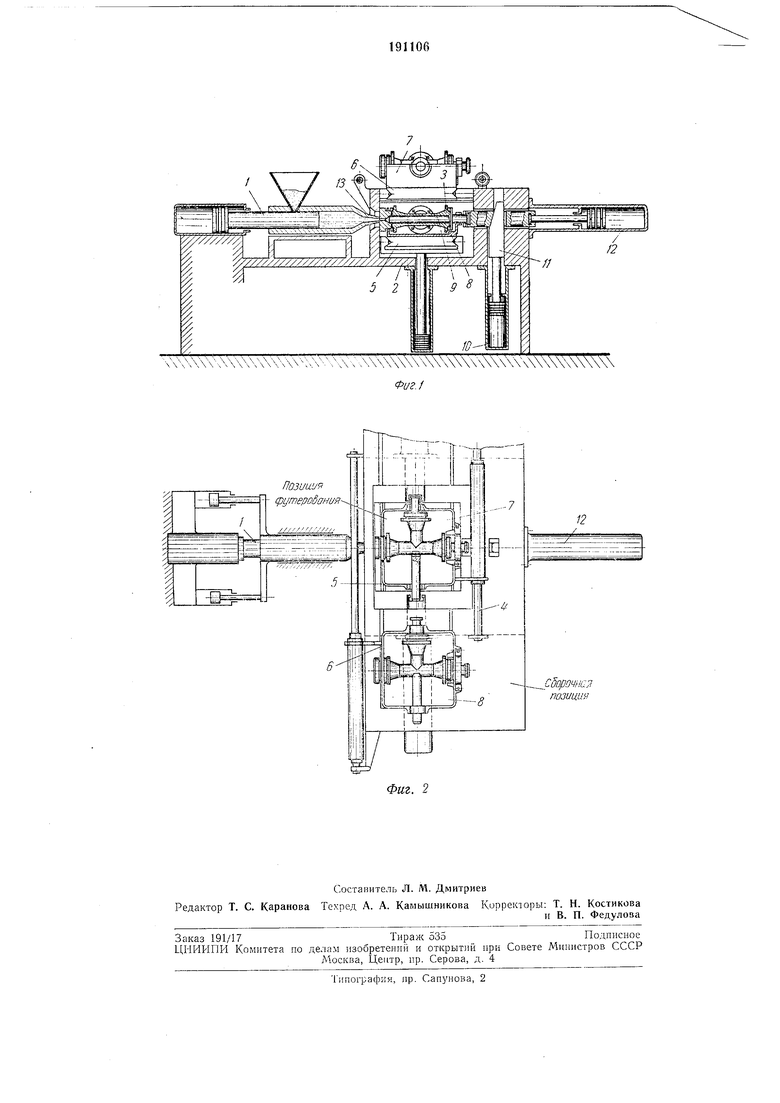
Сборочис позиция
Фиг. 2
