I
Изобретение относится к сварке и предназначено для сборки и сварки, преимущественно изделий типа заготовок сильфонов с арматурой, и может быть использовано в автоматических линиях сборки и сварки изделий подобного типа.
Известны устройства для сборки и сварки деталей, содержащие поворотный стол с устройствами для крепления деталей, приводы перемещения и механизмы съема изделия 1.
Такое устройство не позволяет автоматизировать загрузку и ориент1фование детали. Базирование детали производится не по рабочей поверхности, что снижает качество сборки и сварки, кроме того, устройство предназначено для узкой номенклатуры изделий.
Известен агрегатный станок, содержащий многопозиционный поворотный стол, на котором смонтированы приспособления-спутники, зажимные механизмы с базовыми и опорными шштами, а также смонтированные на основании приводы для базирования и возвратно-поступательного перемещения изделий. Станок -шйволяет автоматизировать захрузку и разгрузку обрабатываемой детали 2.
Однако баз1фование детали ив данном станке ос ацествляется не по рабочей поверхности, что снижает точность базирования, кроме того, усилия, прикладываемые к детали при обработке, не должны превышать усилий при базировании недостаточной жесткости опор кареток cnyTifflKOB. Конструкция загрузочно-ориентирующего устройства и кареток спутников
10 не позволяет охватить широкую номенклатуру деталей.
Цель изобретения - повышение точности базирования рабочей поверхности тонкостенной детали типа заготовки сжльфона, ограничение
5 усилий воздействия на деталь при ее базировании с одновременным увеличением нагрузочной способности приспособлений-спутников, а также охват широкой номенклатуры изделийпо их длине.
го
Поставленная цель достигается тем, что в предложенной установке для сборки и сварки изделий, преимущественно заготовок снльфонов с а ллатурой, содержащей мвогопознционный
поворотный стол, на котором смонтированы приспособления-спутники с базовыми и опорнь ми плитами, зажимные механизмы, а также смонтированные на основании приводы для базирования и возвратно-поступательного переме щення изделий, на базовой плите каждого приспособления-спутника закреплена самотормозящаяся силовая винтовая пара, гайка которой вьшолнена в виде шестерни иопорная плита каждого приспособления-спутника смонтирована на у юмянутой гайке-шестерне, при зтом установка снабжена смонтированной на опорной плите фрикционной муфтой с механизмом выключения, соединяющей приводы для базирования и возвратно-поступательного перемещения изделий с опорными плитами приспособлений-спутников. Механизм выключения фрикционной муфты вьшолнен в виде поворотного барабана с пазами и рычагов, размещенных в пазах барабана и связанных с фриционной муфтой.
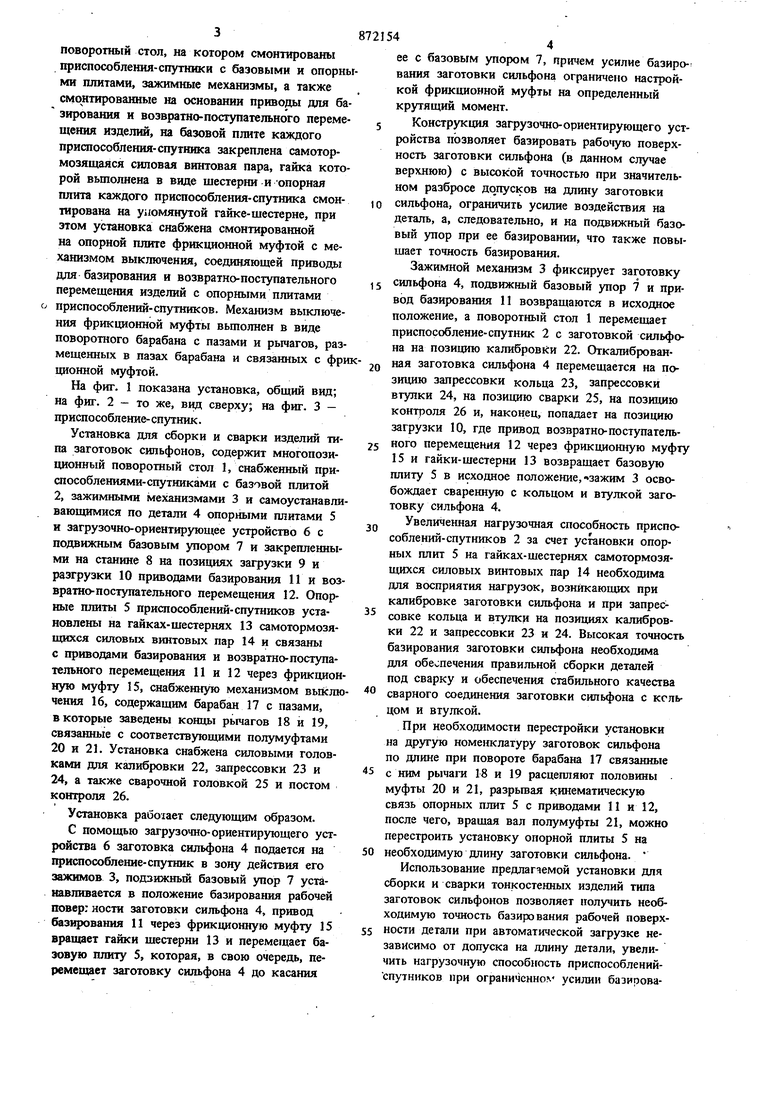
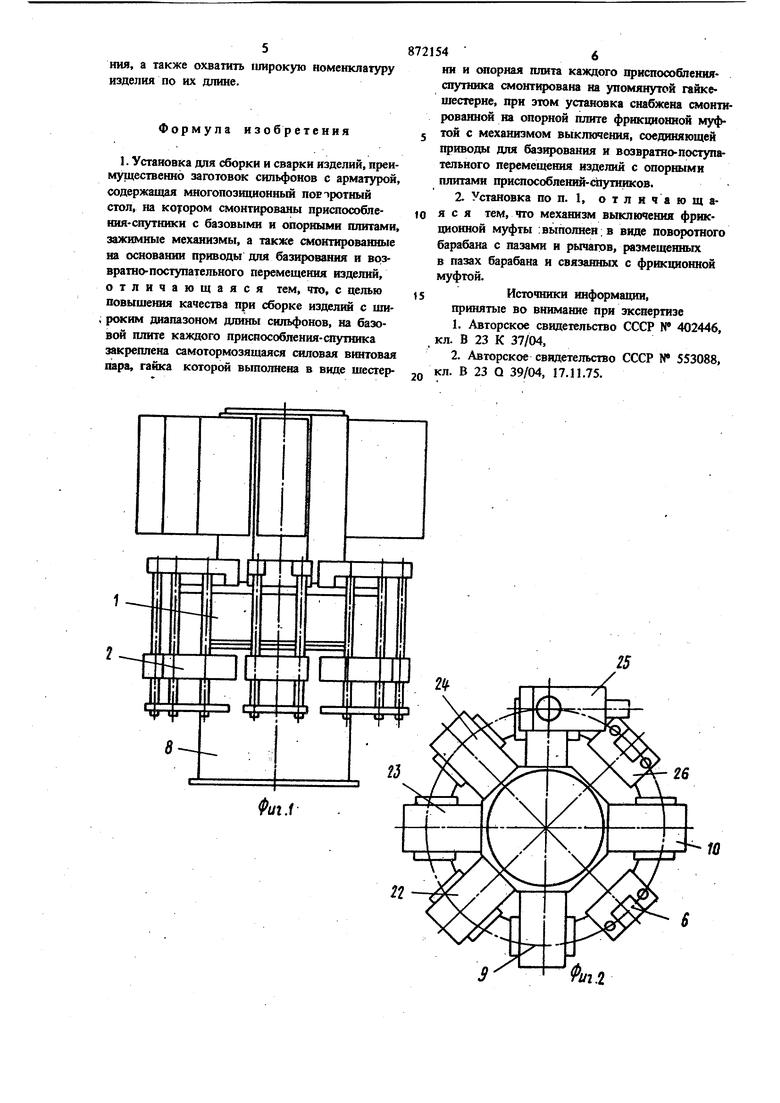
На фиг. I показана установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - приспособление-спутник.
Установка для сборки и сварки изделий типа заготовок сильфонов, содержит многопозиционный поворотный стол 1, снабженный приспособлениями-спутниками с базовой плитой 2, зажимными механизмами 3 и самоустанавливающимися по детали 4 опорными плитами 5 и загрузочно-ориентирующее устройство 6 с подвижным базовым упором 7 и закрепленными на станине 8 на позицияис загрузки 9 и разгрузки 10 приводами базирования 11 и возвратно-поступательного перемещения 12. Опорные плиты 5 приспособлений-спутников установлены на гайках-шестернях 13 самотормозящихся силовых винтовых пар 14 и связаны с приводами базирования и возвратно-поступательного перемещения 11 и 12 через фрикционную муфту 15, снабженную механизмом выключения 16, содержащим барабан 17 с пазами, в которые заведены концы рычагов 18 и 19, связанные с соответствующими полумуфтами 20 и 21. Установка снабжена силовыми головками для калибровки 22, запрессовки 23 и 24, а также сварочной головкой 25 и постом контроля 26.
Установка рабохает следующим образом. С помощью загрузочно-ориентирующего устройства 6 заготовка сильфона 4 подается на приспособление-спутник в зону действия его зажимов 3, подвижный базовый упор 7 устанавливается в положение базирования рабочей повер: иости заготовки сильфона 4, привод базирования 11 через фрикционную муфту 15 вращает гайки щестерни 13 и перемещает базовую плиту 5, которая, в свою очередь, перемещает заготовку сильфона 4 до касания
ее с базовым упором 7, причем усилие базирования заготовки сильфона ограничено настройкой фрикционной муфты на определенный крутящий момент.
Конструкция загрузочно-ориентирующего устройства позволяет базировать рабочую поверхность заготовки сильфона (в данном случае верхнюю) с высокой точностью при значительном разбросе допусков на длину заготовки сильфона, ограничить усилие воздействия на деталь, а, следовательно, и на подвижный базовый упор при ее базировании, что также повыщает точность базирования.
Зажимной механизм 3 фиксирует заготовку
сильфона 4, подвижный базовый упор 7 и привод базирования 11 возвращаются в исходное положение, а поворотный стол 1 перемещает приспособление-спутник 2 с заготовкой сильфона на позицию калибровки 22. Откалиброванная заготовка сильфона 4 перемещается на позицию запрессовки кольца 23, запрессовки втулки 24, на позицию сварки 25, на позицию контроля 26 и, наконец, попадает на позицию загрузки 10, где привод возвратно-поступательного перемещения 12 через фрикционную муфту 15 и гайки-шестерни 13 возвращает базовую плиту 5 в исходное положение, «зажим 3 освобождает сваренную с кольцом и втулкой заготовку сильфона 4.
Увеличенная нагрузочная способность приспособлений-спутников 2 за счет установки опорных плит 5 на гайках-шестернях самотормозящихся силовых винтовых пар 14 необходима для восприятия нагрузок, возникающих при калибровке заготовки сильфона и при запрессовке кольца и втулки на позициях калибровки 22 и запрессовки 23 и 24. Высокая точность базирования заготовки сильфона необходима для обеспечения правильной сборки деталей под сварку и обеспечения стабильного качества
сварного соединения заготовки сильфона с кольцом и втутпсой.
При необходимости перестройки установки на ярутую номенклатуру заготовок сильфона по длине при повороте барабана 17 связанные
с ним рычаги 18 и 19 расцепляют половины муфты 20 и 21, разрьшая кинематическую связь опорных плит 5 с приводами 11 и 12, после чего, врашая вал полумуфты 21, можно перестроить установку опорной плиты 5 на
необходимую длину заготовки сильфона.
Использование предлагаемой установки для сборки и сварки тонкостенных изделий типа заготовок сильфонов позволяет получить необходим)гю точность базирования рабочей поверхности детали при автоматической загрузке независимо от допуска на длину детали, увеличить нагрузочную способность приспособлений спутников при ограниченнол усилии базирования, а также охватить широкую номенклатуру изделия по их длине.
Формула изобретения
1. Установка для сборки и сварки изделий, преим 1цественн6 заготовок сильфонов с арматурой, содержащая многопозиционный поворотный стол, на котором смонтированы приспособления-спутники с базовыми и опорными плитами, зажимные механизмы, а также смонтированные на основании приводы для базирования и возвратно-поступательного перемещения изделий, отличающаяся тем, что, с целью повышения качества при сборке изделий с щи; режим диапазоном длины сильфонов, на базовой плите каждого приспособления-шутника закреплена самотормозящаяся силовая винтовая пара, гайка которой вьшолнена в виде щестер72154 6
ни и опорная плита каждого приспособленияспутника смонтирована на упомян)ггой гайкешестерне, при зтом установка снабжена смонтированной на опорной плите фрикционной муф3 той с механизмом выключения, соединяющей приводы для базирования и возвратяо-поступательиого перемещения изделий с опорными плитами приспособлений-спутников.
2. Установка по п. 1, о т л и ч а ю щ а10 я с я тем, что механизм выключения фрикционной муфты :выполнен; в виде поворотного барабана с пазами и рычагов, размещенных в пазах барабана и связанных с фрикционной муфтой. )5Источники информации,
принятые во внимание при зкспертизе
1.Авторское свидетельство СССР N 402446, кл. В 23 К 37/04,
2.Авторское свидетельство СССР N 553088, 20 кл. В 23 Q 39/04, 17.11.75.
-и
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Многопозиционный стол | 1979 |
|
SU812531A1 |
| Механизированная поточная линия для сборки и сварки изделий | 1977 |
|
SU657942A1 |
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| Устройство для сборки пакета магнитопровода с валом ротора | 1986 |
|
SU1534642A1 |
| Автоматизированная линия спутникового типа | 1981 |
|
SU1020198A1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
f.
п.
