Известен способ изготовления стеклопластиковых оболочек со шпоночным назом путем спиральной намотки на съемную оправку пропитанной связующим стеклоткани, полимеризации связуюш;его, извлечения онравки из оболочки и фрезерования в оболочке паза.
Предлагаемый способ отличается от известного тем, что паз в оболочке не фрезеруют, а получают путем вматывания в стенку оболочки заранее спрессованной детали с пазом, которую устанавливают на оправке при помощи призматической щпонки.
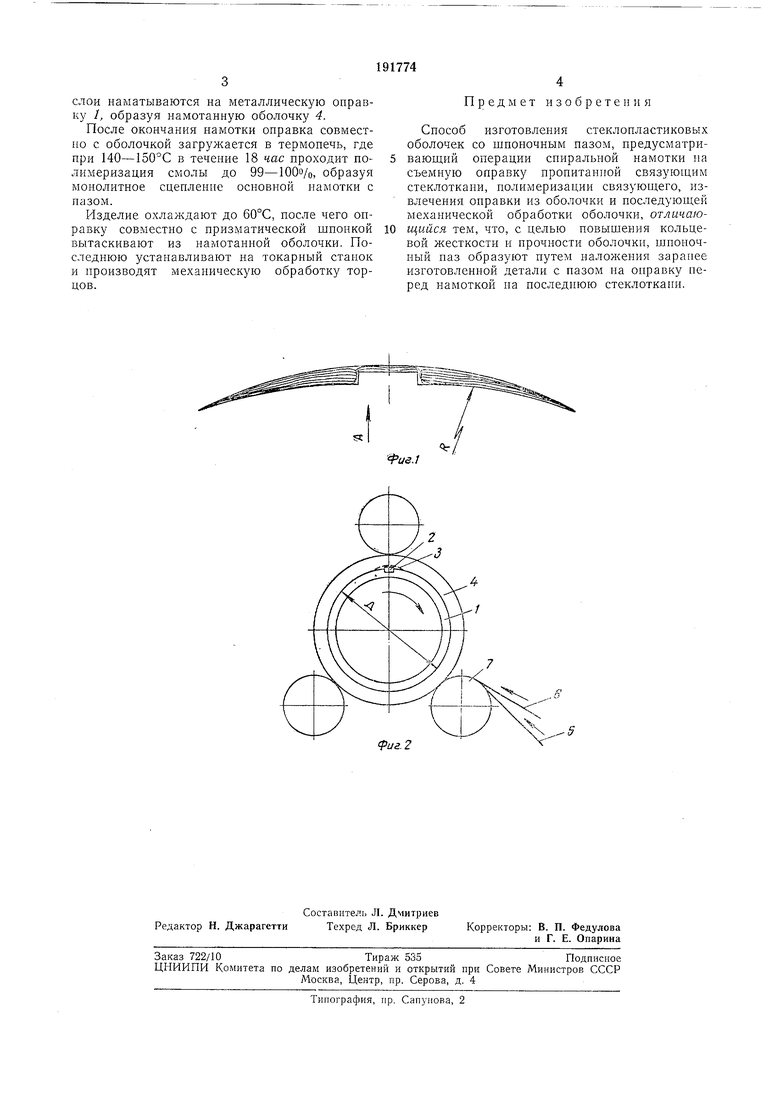
На фиг. 1 изображен шпоночный паз с условным расположением слоев пропитанной стеклоткани; а на фиг. 2 - схема трехвалкового намоточного станка, направление вращения оправки и движение полотен пропитанной стеклоткани.
Предлагаемый способ дает возможность изготовить щноночный паз в намотанной оболочке без потери кольцевой жесткости и прочности.
Способ изготовления точиого шпоночного паза неограниченной длины в намотанных цилиндрических оболочках заключается в следующем.
стеклоткань прессуют в прессе при 105°С, доводя полимеризацию смолы до 55-60э/о. Прессформу затем охлаждают и вынимают из нее предварительно снрессованный щпоночный паз.
Матрица и пуансон прессформы имеют рабочую поверхность, аналогичную профилю вкладыша, показанного на фиг. 1.
Радиус вкладыша должен быть равен /2 Д оправки /, а конфигурация шпоночного паза должна соответствовать призматической шпонке 2.
Предварительно заполимеризованный шпоночный наз 3 устанавливают на призматическую шпонку 2, закренленную на оправке заданного диаметра Д.
После этого на оправку и шпоночный паз по известной технологии наматывают необходимое количество витков пропитанной стеклоткани 5 и 6.
Полотна сматываются с отпускных бобин с натяжением 300-400 кг на одно полотно (ширина одного полотна 880 мм). По пути полотна пропитанной стеклоткани попадают на послои наматываются на металлическую оправку 1, образуя намотанную оболочку 4.
После окончания намотки оправка совместно с оболочкой загрул ается в термопечь, где при 140-ISO C в течение 18 час проходит полимеризация смолы до 99-ЮОо/о, образуя монолитное сцепление основной намотки с назом.
Изделие охлаждают до 60°С, после чего оправку совместно с призматической шпонкой вытаскивают из намотанной оболочки. Последнюю устанавливают на токарный станок и производят механическую обработку торцов.
Предмет изобретен и я
Способ изготовления стеклопластиковых оболочек со шпоночным пазом, предусматривающий операции спиральиой намотки на съемную оправку пропитанной связующим стеклоткани, полимеризации связующего, извлечения оправки из оболочки и последующей механической обработки оболочки, отличающийся тем, что, с целью повыщения кольцевой жесткости и прочности оболочки, шпоночный паз образуют путем наложения заранее изготовленной детали с пазом на оправку перед намоткой на последнюю етеклоткаии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ СО ШПОНОЧНЫМ ПАЗОМ | 1972 |
|
SU345012A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИК ТРУБ СО ШПОНОЧНЫМ ПАЗОЛ\I ..j^^ET-iLxw;. iv,,-yf;?7>&M,v: | 1972 |
|
SU324167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ОБОЛОЧЕК | 1970 |
|
SU280822A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С КОНЦЕВЫЛ^И УТОЛЩЕНИЯМИ | 1969 |
|
SU235972A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПОРНЫХ КОЛЕЦ ИЗ СТЕКЛОПЛАСТИКА | 1967 |
|
SU223293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОЙ ЗАДЕЛКИ СТЕКЛОПЛАСТИКОВОЙ ОБОЛОЧКИ | 1972 |
|
SU323281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 1970 |
|
SU280821A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2260734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
4
u./
(риг. 2
