1|
Данное изобретение относится к нроизводству полупроводииковых приборов.
Предложен автомат для сборки маломощных полупроводниковых диодов в стеклянном, металлостекляпном и керамическом оформлениях, который имеет сменные (в завнсимости от тина диода) рабочие блоки с исполнительными механизлга:ми для цеитрировапия узла баллона, попадания в корнус ориентированных держателей и запайки держателей в корпус.
Автомат состоит из двух транспортных и двух рабочих роторов. Процесс сборки проводится под колпаком в необходимой газовой среде. Все операции по загрузке и сборке диодов осуществ.ляются в процессе движения собираемых деталей и инструмента.
Корпуса диодов из вибробуикера поштучно подаются па первый транспортный ротор, устанавливающнй их па иглы снецнальных блоков первого рабочего ротора, на котором производится запайка иглодержателя в балло 1. Р1глодержатели также подаются из вибробункера. Второй траиспортный ротор совергнает ориентированную перегрузку полученной сборки па блоки второго рабочего ротора, в которых производится установка и запайка кристаллодержателя в корпус. Кристаллодержатели подаются из вибробуикера. Собранные диоды автоматнчески сбрасываются в гаРУПа фиг. 1 изображеиа конструкция сменпого блока; па фиг. 2 показаны положения рабочих мехапизмов и последовательиость сборки диода на предложепиом автомате.
В корпусе / смонтированы штоки 2 и 5. Шток 2 имеет иглу 4 в блоках первого рабочего ротора и цангу в блоках второго. Пглы и цанги поджаты нружнной 5. Шток 5 несет поворотпую серьгу 6 с цептрирующим штифтом 7 и досылателем 8. В отверстие кронштейна 9 вставлено гнездо 0. В корпусе блока расположены пагреватели // и 12.
В процессе вращепия ротора, на котором укреплепы блоки, штоки 2 ц 3 под действием копиров 13 и 14 совершают возвратпо-ноступательное движепие.
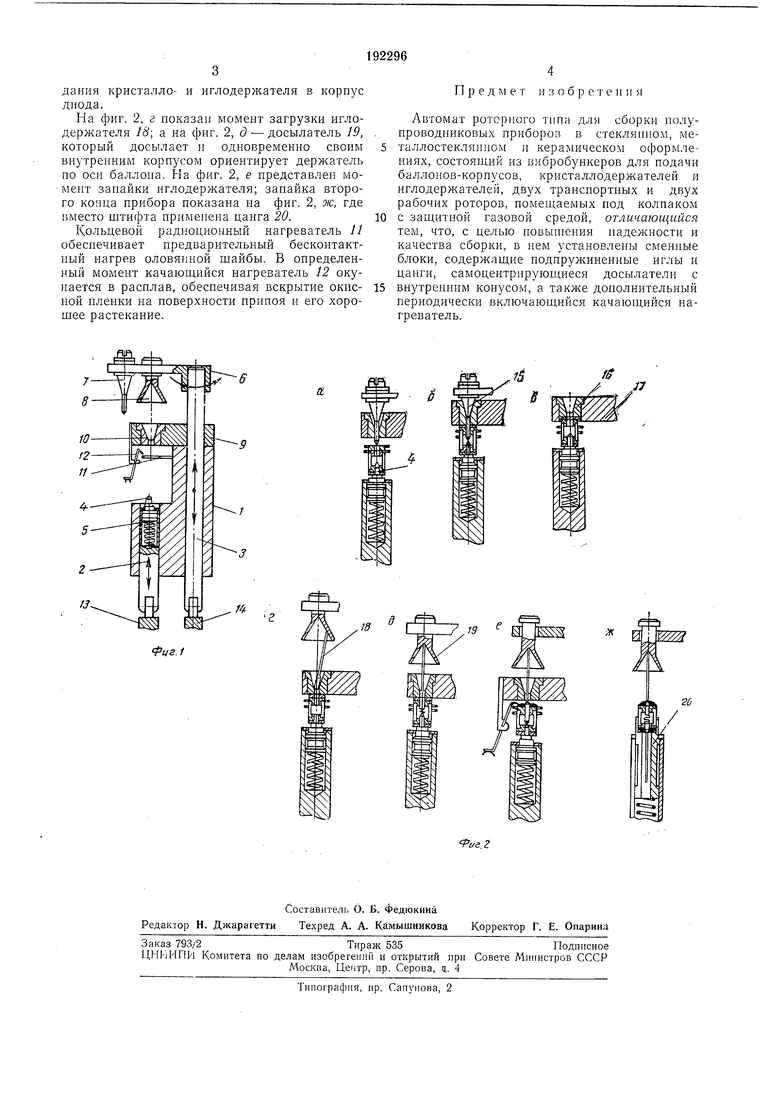
Па фиг. 2а показано первое положение узла баллона, который находится на игле 4 перед центровкой. Далее па фиг. 2, б и в изображен процесс це 1трировапия узла баллона по внутреннему диаметру баллона штифтом J5 (фиг. 2, б) и по наружному диаметру баллона внутренним пояском гпльзы 16 (фиг. 2, в). После центрировання баллон остается нодпружииенпым к плоскости кронштейна 17 для сохранения совмеигення отверстий баллона и гильзFJI 16, что необходимо для точного нопаДания кристалле- и иглодержателя в корпус диода.
На фиг. 2, г показан момент загрузки иглодержателя /5; а на фиг. 2, сЗ - досылатель 19, который досылает и одновременно своим внутренним корпусом ориентирует держатель по оси баллона. На фиг. 2, в представлен момент запайки иглодержателя; запайка второго кояна прибора показана на фиг. 2, ж, где вместо штифта применена цанга 20.
Кольцевой радноционный нагреватель 11 обеспечивает предварительный бесконтактный нагрев оловянной шайбы. В определенный момент качающийся нагреватель 12 окунается в расплав, обеспечивая вскрытие окпсной пленки на поверхности припоя н его хорошее растекание.
П р е д м е т и з о б р е т е н и я
Автомат роторного типа для сборки полупроводниковых приборов в стеклянном, металлостеклянном и керамическом оформлениях, состоящий из вибробункеров для нодачи баллонов-корпусов, крнсталлодержателей и иглодержателей, двух транспортных и двух рабочих роторов, помещаемых под колпаком
с защитпой газовой средой, отличающийся тем, что, с целью повышения надежности н качества сборки, в нем установлены сменные блоки, содержащие подпружиненные иглы и цанги, самоцентрирующиеся досылателн с
внутренним конусом, а также дополнительный периодически включающийся качающийся нагреватель.
/4
2
рцг.1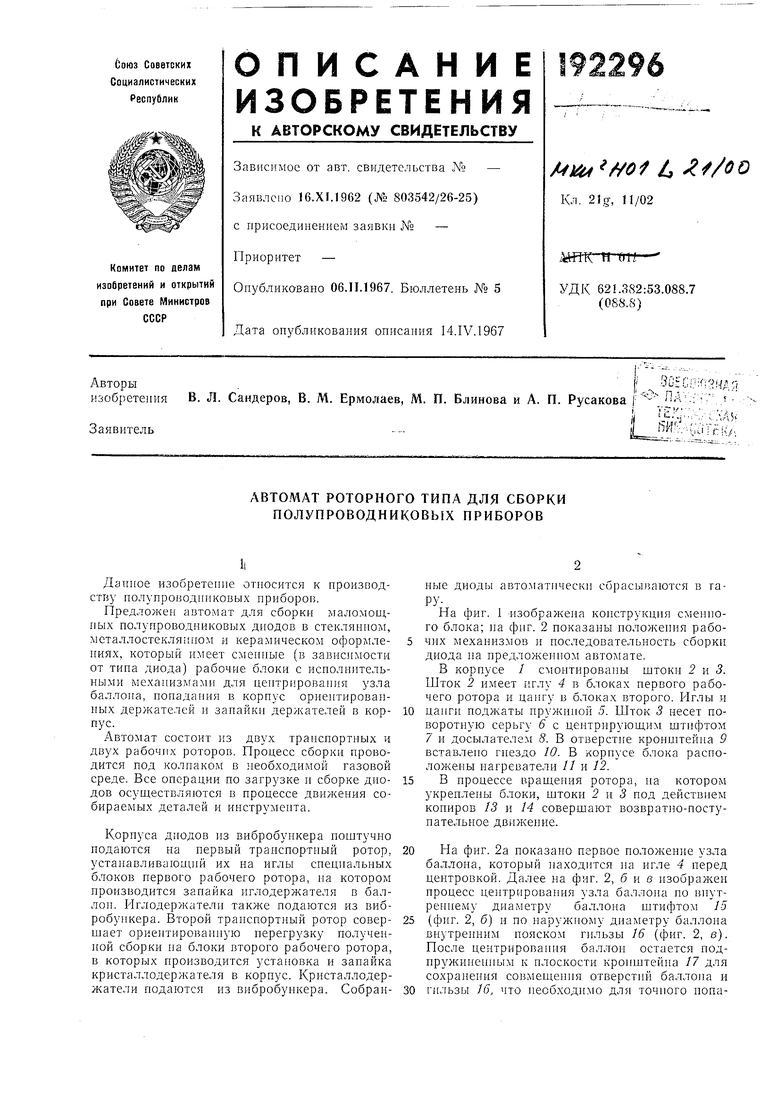
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ ПОЛУПРОВОДНИКОВЫХ диодов | 1972 |
|
SU331454A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| ЛИНИЯ СБОРКИ ПОЛУПРОВОДНИКОВЫХ диодов | 1970 |
|
SU270898A1 |
| МАШИНА ДЛЯ СБОРКИ, НАГРЕВА, ОКИСЛЕНИЯ, ПРЕССОВКИ И СПЕКАНИЯ БАЛЛОНОВ ПОЛУПРОВОДНИКОВЫХ ДИОДОВ И АНАЛОГИЧНЫХ ИЗДЕЛИИ | 1970 |
|
SU286084A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ ЖИДКОЙ УГЛЕКИСЛОТОЙ | 1966 |
|
SU184700A1 |
| Роторный станок для сборки узлов с эластичной деталью | 1985 |
|
SU1256905A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ | 1970 |
|
SU266958A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГРУППОВОЙ СБОРКИКОНВЕЙЕРОВРОЛИКОВ | 1972 |
|
SU333000A1 |
