Изобретение относится к автоматическим линиям, которые лредиазначены для сборки ролиКО|В ленточных конвейеров, и может 6bifb иснользо.вано на машиностроительных заводах, изготавлИваюи.щх ролики ленточных конвейеров.
Известна автоматическая ли.иия груопсшой сборки роликов, согтояш,ая из станков для запрессовки и обжатия вкладышей, для завальЦО.ВКИ наружных труб, для установки и раздачи внутренних труб, для установк-и осей, для запрессовии шарикоподшипников, для запресСОВК1 лабиринтных втулок и КОлец, для установки пружинных упорных колец, для контроля враш.ения роликов и для изоляции отверстий осей изолирующим веществом. Станки размещены по ходу технологического процесса и Соединены нанравляющими, регулируемыми наклонными лотками.
Автоматическая линия оснащена иосредством автоматики, лидрооборудованием, электрооборудованием и приводом выталкивателей. Эта автоматическая линия обеспечивает сборку роликов, в .конструкции которых предусмотрена внутренняя труба для сообщения полостей ролика, предназначенных для смазки. Наружная труба под посадку вкладышей (стаканов) растачивается вне линии на металлорежущих станках.
повой сборка роликов имеет более широкие технологические возможности. В отличие от существующей опа обеспечивает разделку наружных труб иод посадку вкладышей (стакапов) вместо их расточки на металлорежущих станках вне линии и автоматизирует сборку роликов, в конструкции которых отсутствует внутренняя труба и смазка в полости ролика закладывается с двух сторон. Это достигается тем, что в автоматической липии по .ходу технологического процесса сборки роликов дополнительно включеиы станок для разделки наружных труб под стаканы, станок для монтажа уплотиительных колец, станок для наполнения полостей роликов с двух сторон смазкой и станок для установки пружинных колец и шайб.
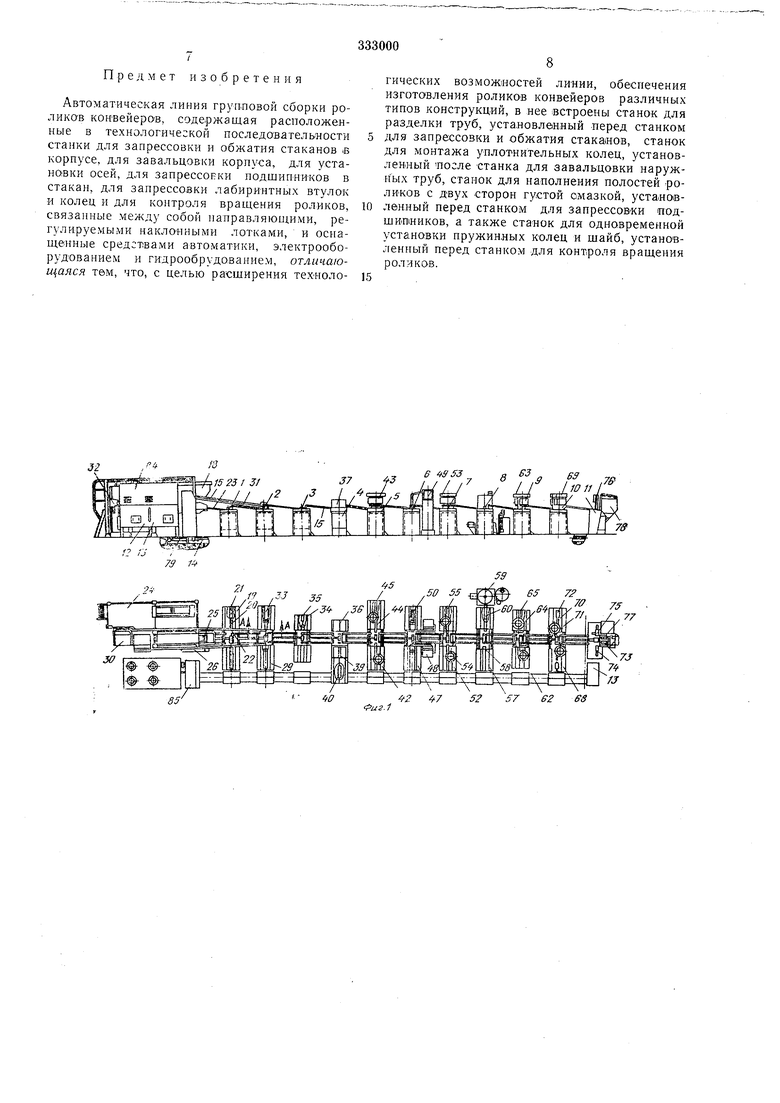
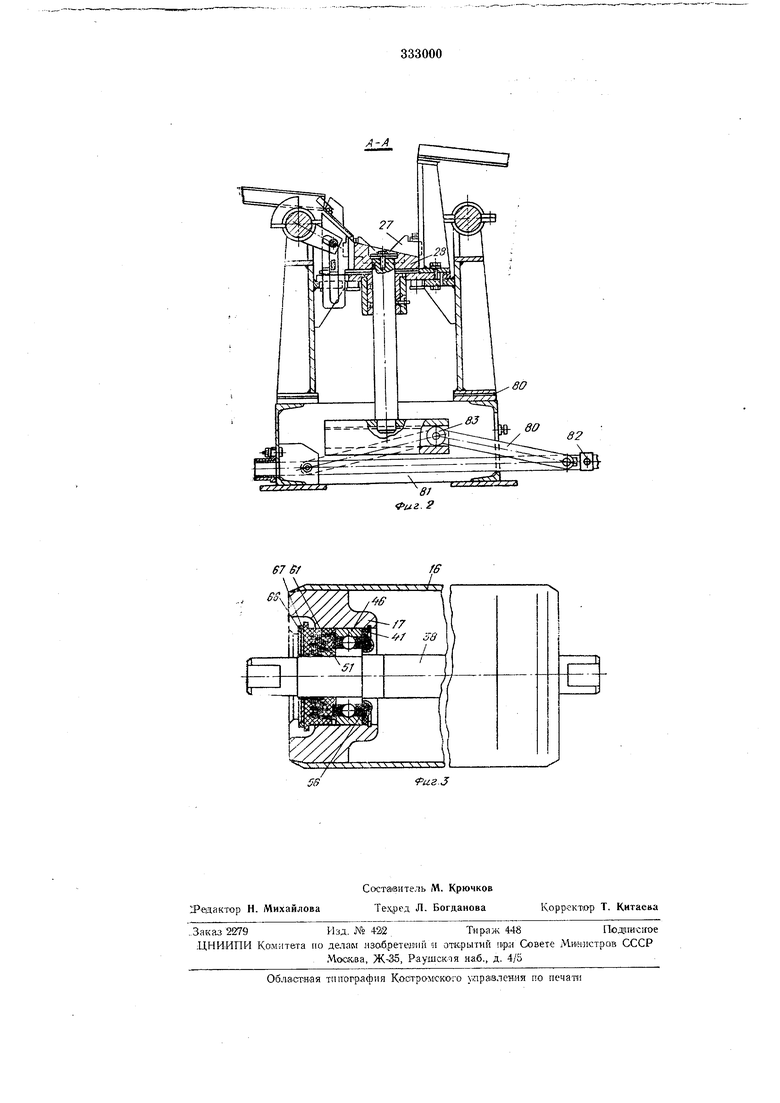
Па фиг. 1 представлена описывае.мая автоматическая линия сборки в двух проекциях; на фиг. 2 разрез по Л-А на фиг. 1; на фиг. 3 - собранный ролик.
В автоматической линии но ходу технологического /процесса расположены станки 1-11: 1-для разделки концов труб под стаканы, 2 - для запрессовки стаканов, 3 - для обжатия (завальцовки) труб, 4-для устаповки осей, 5 - для устаиовки уплотнительных колец, 6 - для заирессовки шарикоподшипников, 7 - для запрессовки внутренних лабиринтов; 8 - для наполнения полостей роликов
смазкой, 9 -для установКи парул ных лабиринтов, 10-для установки пружинных колец и шайб специальных и П - для контроля вращения роликов.
Автоматическая линия оснащена гидрооборудованием 12, электрооборудованием и средствами автоматики 13, приводом 14 выталкивателей и направляющими лотками 15.
Станок / для разделки концов труб 16 (см. фиг. 3) под стаканы 17 включает загрузочное устройство 18 для труб, пидропресс 19 с двумя механизма.ми 20 для разделки концов труб, првводимы ми в движение от гидроцилиндров 21 и обеспечивающимл фи.кса:цию и разделку труб под стаканы .взаимно центрирующими коническими оправками 22, направляющие лотки 23 и площадку 24.
Из загрузочного устройства 18 трубы через барабан 25, приводимый в движение от гидроцилиндра 26, поступают по направляющи.м лоткам 23 на --призмы 27 выталкивателя 28 (см. фиг. 2).После этого ъ работу включаются гидроцилиндры 21, приводящие -в движение конические оправки 22, которые разделывают концы труб под запрессовку стаканов. Когда давление -в гидросистеме достигает предельной величины, оправки всех стаиков линии, в том числе и станка для разделки концов труб под стаканы, отводятся в исходное положение.
Труба 16 с разделанными концами .под запрессовку стакано.в 17 выталкивателем 28 выдается на лотки 15, по которым она поступает на станок 2 для запрессовки стаканов.
Станок 2 включает гидропресс 29 с оправками, два бункера 30 для стаканов и лотки 31 ДЛЯ стаканов. Стаканы загружаются в бункеры 30, откуда шибером 32, приводимым в движение от гидроцилиндра, поступают в лотки 31, а из лотков через систему огсекателя - в ко:рпусы onpaiBOK гидропресса 29.
После поступления труб на призмы 27 и стаканов Б корпусы оправок гидропресса 29, включаются гидроцилиндры 33, приводящие в движение оправки, которые запрессовывают стаканы в разделанные концы трубы. Когда давление в гидросистеме достигает предельной величины, оправки гидропресса 29 отводятся в исходное положение. Труба с запрессованным;И стаканами подается 1выталкивателем 28 на лотки 15, по которым она .поступает на станок 3 для обжатия (завальцовки) труб.
Станок 5 содержит гидропресс 34 с оправками. После поступления ролика на призмы 27 в работу включаются гидроцилиндры 35, приводящие в оправки. При движении оправок вперед труба ролика входит в конусные части оправок и обжимается с двух сторон. Когда давление в гидросистеме достигает предельной величины, оправки гидропресса 34 отводятся в исходное положение, а ролик подается -выталкивателем 28 на лотки 15, то которым поступает на станок 4 для установки осей.
падая по одной в паз барабана 39 при его повороте, они ориентируются по одной оси со штоком пидроцилиндра 40. Барабан 39 бункера поворачивается на угол 90°, получая движение от выталкивателя 28. После поступления ролика на тризмы 27 шток гидроцилиндра 40 .вставляет ось в отверстия стаканов ролика. Когда давление IB гидросистеме достигает предельной величины, шток гидроцилиндра 40 ОТ1ВОДИТСЯ в исходное положение. Ролик
выталкивателем 28 выдается на лотки 15 для
поступления на станок 5 для установки уллотнительных колец 4L
Станок 5 включает гидропресс 42 и два вибробункера 43. Кольца 41 загружаются в вибробункеры 43, которые служат для их ориентации и бесперебойного питания гидропресса 42. После поступления роликов на призмы 27 и уп;готнительных колец в механизмы 44 устаноБКи в работу Включаются гидроцилиндры 45, приводящие в движение оправки механизмов 44, которые выставляют ось относительно и устанавливают кольца в отверстия стаканов роликов.
По достижении определенного давления в гидросистеме оправки механизмов 44 отводятся в исходное положение. Ролкк выталкивателем 28 выдается на лотки 15 для поступления на станок 6 для запрессовки шарикоподшипников 46.
Станок 6 включает гидропресс 47 и загрузочное устройство 48 для шарикоподщипников. Шарикоподшипники 46 загружаются в бункеры 49 устройства 48, которые служат для ориентации шарикоподшипников и бесперебойного литания гидропресса 47.
При наличии ролика на Лризмах 27 и шарикоподшипников в механизмах запрессовки
гидропресса 47 в работу включаются гидроцилиндры 50 с оправками, которые запрессовывают шарикоподшипники в .ролик. По достижении определенного давления в гидросистеме оправки гидроцилиндрами 50 отводятся
в исходное положение.
Ролик выталкивателем 28 выдается на лотки 15 для поступления на станок 7 для запрессовки внутренних лабир-интов 51. Станок 7 включает гидропресс 52 и два вибробункера 53.
Внутренние лабиринты загружаются в вкбробункеры, которые служат для ориентации деталей и подачи их в механизмы 54 запрессовки гидропресса 52.
При наличии ролика на призмах 27 и внутренних колец в механизмах 54 гидропресса 52 в работу включаются гидроцилиндры 55 с оправками, которые напрессовывают внутренние лабиринты на ось ролика.
По достижении определенного давления в гидросистеме оправк-и гидроцилиндра:МИ 55 отводятся в исходное положение. Ролик выталкивателем 28 выдается на лотки 15 для поступления на станок 8 для заполнения полоСта)1ок 8 включает в себя гидропресс 57 с
дознрующ:1.ми устройствэми 58 для густой смазки, Эзтоматическую станцию 5.9 густой смазки СП-500 с перекачным насосом НПШГ-200.
При наличии ролика на призмах 27 в работу включаются гидроцилиндры 60 с оправками, которые вводят порции густой смазки в полости ролика.
По достижении определенного давления в гидросистеме оаравки гидроцилиндрами 60 отводятся в исходное положение. Ролик выталкивателем 28 выдается на лотки 23 и затем поступает на станок 9 для установки наружных лабиринтов 6L
Станок 9 включает гидропресс 62 и два вибробункера 63. Наружные лабиринты запружаются в вибробункеры, которые служат для ориентации деталей и подачи их .в механизмы 64 запрессовки гидропресса 62.
При Наличии ролика на призмах 27 и наружных колец В механизмах 64 гидропресса 62 в (работу включаются гидроцилиндры 65 с оправкамИ, которые устанавливают внутренние лабиринты в стаканы ролика.
По достижении определенного давления в гидросистеме оправки пидроцилиндрами 65 отводятся в исходное -положение.
Ролик выталкивателем 28 выдается на лотки 15 и затем поступает на станок 10 для установки, .пружинных колец 66 и шайб специальных 67.
Станок 10 -включает гидропресс 68, два вибробункера 69 и две кассеты 70. Кольца 66 набираются в кассеты 70, а шайбы 67 загружаются в вибробункеры 69, которые служат для ориентации деталей и подачи их .в механизмы 71 ycTaiHOBKH гидропресса 68.
Цри наличии ролика на призмах 27 и шайб специальных и пружинных колец в механизмах 71 гидропресса 68 в работу включаются гидроцилиндры 72 с оправками, которые устанавливают кольца и шайбы в ста-каны ролика.
По достижении определенного давления в гидросистеме оправки гидроцилиндрами отводятся в исходное положение.
Ролик выталкивателем 28 выдается на лотки 15 для поступления на станок 11 для контроля вращения роликов.
Станок 11 включает механизм выдачи и разделения роликов 73, механизм 74 подачи и механизм 75 проворота роликов, которые смонтированы на обихей станине. После поступления ролика на призмы в работу включается механизм 74, который досылает испытуемый ролик в цангу механизма 75.
Груз-рейка 76, двигаясь вниз через шестерню и цангу, вращает ось ролика, после чего подается команда па отвод механизма 74. Ролик освобождается от цанги. Когда давление в гидросистеме достигнет определенного уровня, полностью собранный и прошедший контроль ролик выталкивателем 28 выдается на лотки 15 для последующих технологических операций.
При бракованном ролике (ролик не вращается) груз-рейка 76 остается в верхнем положении, поэтому через определенное время срабатывает реле времени в системе управлеПИЯ и подает команду на отвод механизма 74 подачи и открывание лотка 77 для бракованных роликов, и ролик выталкивателем 28 подается в бункер 78 для бракованных роликов. Выдача роликов на лотки 15 и загрузка их на
призмы 27 синхронизируются благодаря одновременной работе выталкивателей 28 всех станков от общего привода 14.
Привод выталкивателей состоит из домкрата 79, системы рычагов 80 для каждого станка
и штанги 81, звенья которой соединены муфтами 82. Один из рычагов на станках крепится шарнирно к штанге и перемещается с ней, а другой крепится шарнирно к кронштейнам станков. Рычаги соединены в верхней части
осью с двумя роликами 83.
При движении щтока домкрата в левое крайнее положение перемещается и штанга, а вместе с ней - рычаги. Угол между рычагами на каждом станке изменяется, так как они начинают складываться. В это время ролики 83 на осях рычагов, перемещаясь по направляющей планке выталкивателей, :поднимают его. Опускание выталкивателей происходит в обратном порядке.
Работа станков линии и золотника домкрата привода выталкивателей Син.хронизируется электроконтактмьгм манометром. При получении сигналов автоматлки о наличии предметов сборки на рабочих местах начинают функциопировать рабочие органы станков. По окончании их работы в подводящей линии гидросистемы возрастает давление, и установленный в этой линии электроконтактный манометр дает золотнику управления рабочими цилиндрами команду на отвод их щтоков в исходное положение. Когда все щтоки отойдут до упора, повышается давление в отводящей линии гидросистемы, и установленный здесь электро1 01нтактный манометр дает команду золотнику
управления домкратом привода выталкивателей.
После выполнения приводом выталкивателей работы при наличии всех предметов для сварки на рабочих местах цикл повторяется.
Все рабочие органы станков приводятся в движение от гидрооборудования 12, состоящего из насосной группы 84, бака для масла, маслопроводов, панелей 85 с гидроаппаратурой для каждого станка.
Электрооборудование и средства автоматики /3 обеспечивают автоматический и наладочный режимы работы линии. Каждый станок имеет средства п-зреналадки при переходе
ia сборку роликов другого типоразмера, поэтому линия обеспечивает групповую сборку роликов. Переналаживаются направляющие лотки и загрузочные устройства станков. Собранные ролики с автоматической линии
Предмет изобретения
Автоматическая линия групповой сборки роликов конвейеров, содержащая расположенные в технологической последовательности станки для запрессовки и обжатия стаканов Б корпусе, для завальцовки корпуса, для устанавки осей, для запрессовки подшипников в стакан, для запрессовки лабиринтных втулок и колец и для контроля вращения роликов, связанные между собой направляющими, регулируемыми наклонными лотками, и оснащенные средствами автоматики, электрооборудовапием и гидрообрудо.ванием, отличающаяся тем, что, с целью расширения технологических возможйостей ли-нии, обеспечения изготовления роликов конвейеров различных типов конструкций, в нее iBcrpoenbi станок для разделки труб, усталовленный перед станком для запрессовки и обжатия стаканов, станок для монтажа уплотнительных колец, установленный после станка для завальцовки наружiibix труб, стапок для наполнения полостей роликов с двух сторон густой смазкой, устанавленный перед станком для запрессов-ки подшипников, а также стаиок для одновременной установки пружинных колец и шайб, установленный перед станком для контроля вращения роликав.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Автоматическая линия для сборки роликов | 1974 |
|
SU676415A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| УСТРОЙСТВО для СБОРКИ КОНДЕНСАТОРОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ОСЕВЫМИ ВЫВОДАМИ | 1972 |
|
SU343406A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| КРОМКООБРАБАТЫВАЮЩИЙ СТАНОК | 1969 |
|
SU248447A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК | 1973 |
|
SU394190A1 |
7 & f, ,. е 353 ,7
fuz.J
