Известно устройство для эдектрохимическон размерной обработки изделий подвижным электродом-инструментом, в котором заданная величина межэлектродного зазора поддерживается гидравлическим приводом подачи со следяндей системой, работающей от нзменения давления электролита, являющегося рабочей жидкостью гидросистемы.
Предлагаемое устройство отличается тем, что управляющим элементом гидравлической системы является струйный гидроусилитель, в котором роль сопла выполняет полый электрод-инструмент, а в качест)5е рабочей жидкости 1идросистемы нспользуется электролит. Подобное выиолиение устройства исключает влияние входных параметров электролита па стабильность межэлектродного зазора.
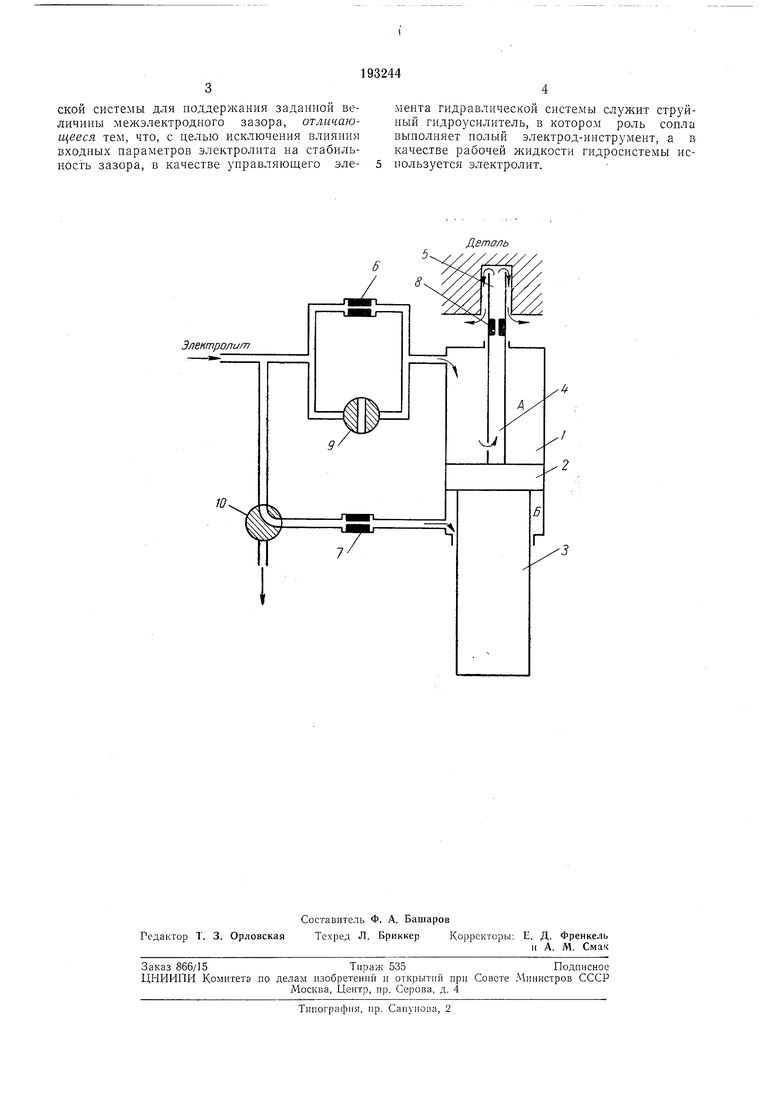
Па чертеже показано предлагаемое устройство д.1я электрохи Мической размерной обработки изделий, состоянхее из гидроцилиндра / с Г1орн1нем 2, диаметр штока 3 которого больше диаметра штока 4, электрода-ииструмента ,5, служапдего сонлом, жиклеров 6, 7 v 8 и пе еключающих устройств 9 и 10.
Статическое равиовесие поршия 2 иаступает в том 1случае, если давлеиие в полости А меиьHie на онределенную расчетную величину, чем лдавленне в полости Б. Для этого подбирают необходимое нроходпое сеченне жиклера 6,
межэлектродныи зазор и разность диаметров ЩТОКОБ 3 и 4.
В результате съема металла в процессе электрохимической обработки увеличивается зазор между деталью и электродом и возрастает расход электролита, что увеличивает перепад давлений па жиклере 6. Давление в тюлости А уменьшается, система выходит из равновесия, и поршеиь 2 начинает подниматься, стремясь довести величину зазора между деталью и электродом до расчетной, т. е. привести систему в равновесие. Если величина зазора меиьше расчетной,, поршень перемещается в обратпом направлении под действлем переключающего устройства 9, которое соедиияет полость А с напорной магистралью, минуя жпклер 6, а переключающее устройство 10 соедппяет полость Б со слнвной магистралью. Жнклер 8 также обеспечивает необходимое давление в полосгп А при ходе поршня в обратном направлении. Одииаковые проходные сечения жиклеров 6 и 7 позволяют сглаживать влияние пульсаций давлепия в напорной магистрали па систему.
Предмет изобретения
ской системы для поддержания заданной величины межэлектродного зазора, отличающееся тем, что, с целью исключения влияния входных параметров электролита на стабильность зазора, в качестве управляющего элемента гидравлической систе Мы служит струйный гидроусилитель, в котором роль сопла выполняет полый электрод-инструмент, а в качестве рабочей жидкости гидросистемы используется электролит.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсной электрохимической размерной обработки | 1981 |
|
SU1002123A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1984 |
|
SU1187938A2 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| Устройство для электрохимической копировально-прошивочной обработки | 1972 |
|
SU485851A1 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ ПРИ ПРОКАТКЕ | 1972 |
|
SU425685A1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU848238A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| Станок для импульсной электрохимической размерной обработки | 1981 |
|
SU1093455A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU370002A1 |
| СПОСОБ ЗАЩИТЫ НЕОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 1972 |
|
SU344954A1 |
Электролит
10
Деталь
