Известны установки для диффузионной сварки в вакууме, содержащие вакуумную камеру, нагреватель, зажимы для установки свариваемых деталей и устройство для сжатия деталей, выполненное в виде гидравлической системы, включающей насос, масляный резервуар и систему маслопроводов.
Для улучшения условий эксплуатации и упрощения конструкции устройство для сжатия деталей выполнено в виде тарелки, соединенной с вакуумной камерой гибкой связью. Для регулирования усилия сжатия при сварке деталей различных типоразмеров устройство для сжатия деталей снабжено штоком, ввинченным в тарелку и подпружиненным к фланцу, жестко связанному с дном камеры.
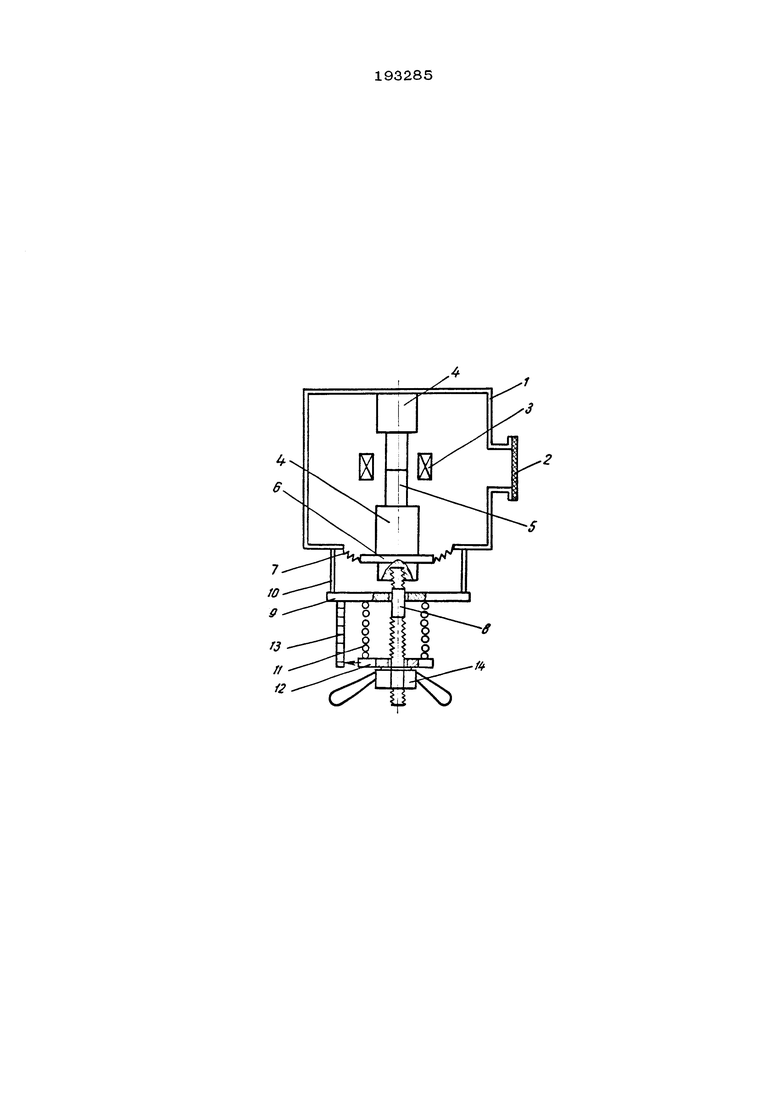
На чертеже изображена предлагаемая установка.
Вакуумная камера 1, к которой крепится устройство для сжатия деталей, включает в себя смотровой люк 2, нагреватель 3 и зажим 4 для свариваемых образцов 5. Устройство для сжатия состоит из тарелки 6 давления, которая крепится через гибкую вакуумно-плотную связь 7 к камере 1. В тарелку 6 ввинчен ходовой шток 8, свободно проходящий через фланец 9, который жестко связан с камерой посредством стержней 10. На фланец 9 опирается тарированная пружина 11 противодавления, которая с другой стороны ограничена диском 12 с указателем, показывающим величину нагрузки на шкале 13, укрепленной на фланце. Регулируют тарированную пружину гайкой 14.
Для сдавливания деталей с заданным усилием гайкой 14 сжимают или ослабляют пружину 11, которая растягивает образцы с силой F1, в то время как тарелка 6 сжимает их с силой F2.
Заданное усилие F=F2-F1. Указатель укрепленный на диске 12, покажет на шкале величину нагрузки, передаваемой на образцы. Диаметр тарелки давления определяет максимальное усилие сжатия, поэтому меняя тарелки можно в широких пределах регулировать нагрузку на образцы при одной и той же пружине. Если свариваются детали одного типоразмера с постоянной удельной нагрузкой (при серийном производстве), то необходимость в пружине противодавления отпадает. Тогда устройство может состоять только из гибкой связи 7 и тарелки 6, из которой вывинчивается ходовой шток 8. Диаметр тарелки 6 определит постоянное давление, передаваемое на свариваемые образцы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки давлением | 1990 |
|
SU1738554A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2023560C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ДАВЛЕНИЯ | 1991 |
|
RU2008157C1 |
| Устройство для диффузионной сварки | 1989 |
|
SU1682095A1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| Установка для диффузионной сварки | 1982 |
|
SU1016115A1 |
| Установка для диффузионной сварки | 1989 |
|
SU1682094A1 |
| Установка для диффузионной сварки в вакууме | 1983 |
|
SU1100064A1 |
| Установка для диффузионной сварки | 1986 |
|
SU1360940A1 |
1. Установка для диффузионной сварки в вакууме, содержащая вакуумную камеру, нагреватель, зажимы для установки свариваемых деталей и устройство для сжатия деталей, отличающаяся тем, что, с целью улучшения условий эксплуатации и упрощения конструкции, устройство для сжатия деталей выполнено в виде тарелки, соединенной с вакуумной камерой гибкой связью.
2. Установка по п. 1, отличающаяся тем, что, с целью регулирования усилия сжатия при сварке деталей различных типоразмеров, устройство для сжатия деталей снабжено штоком, ввинченным в тарелку и подпружиненным к фланцу, жестко связанному с дном камеры.
