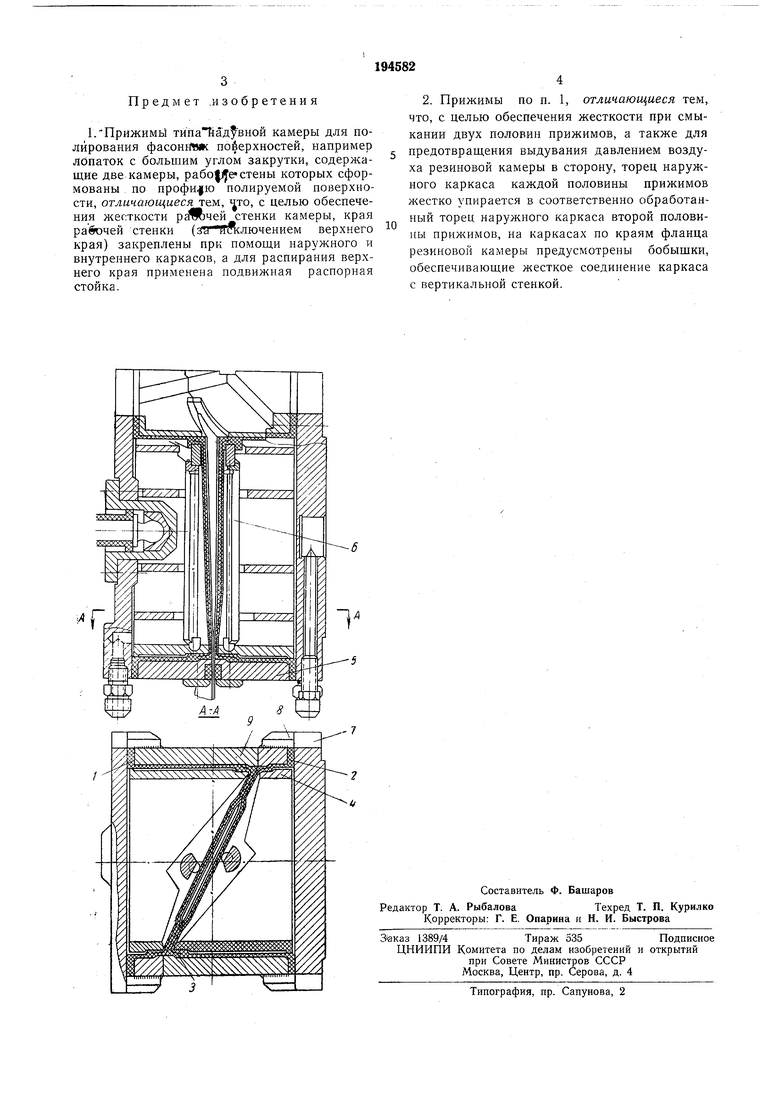
Известны надувные камеры, применяемые для полирования фасонных поверхностей на ленточно-шлифовальных станках ВПЛ-4 с ручным прижимом. Предлой енные прижимы типа надувной камеры для полирования фасонных поверхностей отличаются тем, что для обеспечения жесткости рабочей стенки камеры края рабочей стенки (за исключением верхнего края) закреплены при помощи наружного и внутреннего каркасов, а для распиранпя верхнего края рабочей стенки применена подвижная распорная стойка. Кроме ТОГО, торец наружного каркаса каждои половины прижимов жестко упирается в соответственно обработанный торец наружного каркаса второй половины прижимов; на каркасах по краям фланца резиновой камеры предусмотрены бобышки, обеспечивающие жесткое соединение каркаса с вертикальной стенкой. Благодаря этому обеспечивается жесткость при смыкании двух половин прижимов, а также предотвращается выдувание давлением воздуха резиновой камеры в сторону. На чертеже показана конструкция прижимов с разрезом по А-А. сформованы по профилю полируемой поверхности и армированы эластичным, но не растягивающимся материалом 3. Края каждой стенки, за исключением верхнего края, закреплены при помощи внутреннего 4 и наружного 5 каркасов. Верхний край рабочей стенки со стороны ввода заготовки распирает подвижная стойка 6. Наличие выфрезерованного участка со стороны ввода лопатки позволяет полировать заготовку в непосредственной близости к месту ее крепления. Торцы каркасов обработаны соответственно краям рабочей стенки камеры и подогнаиы один к другому. При креплении вертикальная стенка 7 жестко упирается в обработанные торцы бобышек 8 каркаса. Фланец 9 резиновой камеры поджимается на некоторую величину, обеспечивая герметичность камеры. Перед полировкой между двумя лентами режущей стороны Внутрь пропускают две абразивные ленты, между которыми находится полируемая поверхность, например лопатка. При смыкании прижимов торец нарул ного каркаса правого прижима упирается в тореп каркаса левого прижима, а заготовка, облегаемая с двух сторон абразивными лентами, остается между ними. Таким образом камеры оказываются внутри мeтav личecкoй коробки. После этого в камеры подают воздух под давлением и приступают к полированию.
Предмет .изобретения
1.Прижимь1 камеры для полирования фасонйчжс поберхностей, например лопаток с большим углом закрутки, содерлсащие две камеры, pa6o|ijeстены которых сформованы по профилю полируемой поверхности, отличающиеся тем, что, с целью обеспечения жесткости paTR)4efl стенки камеры, края райочей стенки (зУ яЯ лючением верхнего края) закреплены при помощи наружного и внутреннего каркасов, а для распираний верхнего края применена подвижная распорная стойка.
2. Прижимы по п. 1, отличающиеся тем, что, с целью обеспечения жесткости при смыкании двух половин прижимов, а также для предотвращения выдувания давлением воздуха резиновой камеры в сторону, торец наружного каркаса каждой половины прижимов жестко упирается в соответственно обработанный торец наружного каркаса второй половины прижимов, на каркасах по краям фланца резиновой камеры предусмотрены бобыщки, обеспечивающие жесткое соединение каркаса с вертикальной стенкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ С КАРКАСНОЙ АРМАТУРОЙ, ОБРАЗОВАННОЙ ПО КРАЙНЕЙ МЕРЕ ОДНИМ СЛОЕМ НИТЕЙ ИЛИ КОРДОВ | 1994 |
|
RU2129487C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| СКЛАДНОЙ РЕСПИРАТОР С ЗАКРАИНАМИ У МАСКИ | 2009 |
|
RU2460556C2 |
| Полировальный станок для обработки лопаток турбореактивных двигателей | 1959 |
|
SU129106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103136C1 |
| Надувной спасательный плот | 2016 |
|
RU2642201C1 |
| СПОСОБ ОБРЕЗИНИВАНИЯ ВЕНТИЛЯ КАМЕРЫ | 2012 |
|
RU2521901C2 |