Известны электроэрозионные станки для обработки электродом-провопокой отверстий в деталях из твердых токопроводящих материалов.
Основное авт.св.№ 137005 выдано на способ, по которому обрабатьшаемая деталь в процессе обработки вращается и тем самым улучшается ка ество обработки.
Предлагаемый электроэроэионный станок отличается тем, что в нем применено направляющее устройство, состоящее нэ двух вертикальных и четьфех горизонтальных штифтов-эксцентриков, установленных с обоих ковдов илганделя. В этом станке более точно и стабнльно устанавливается проволочный электрод в рабочей зоне.
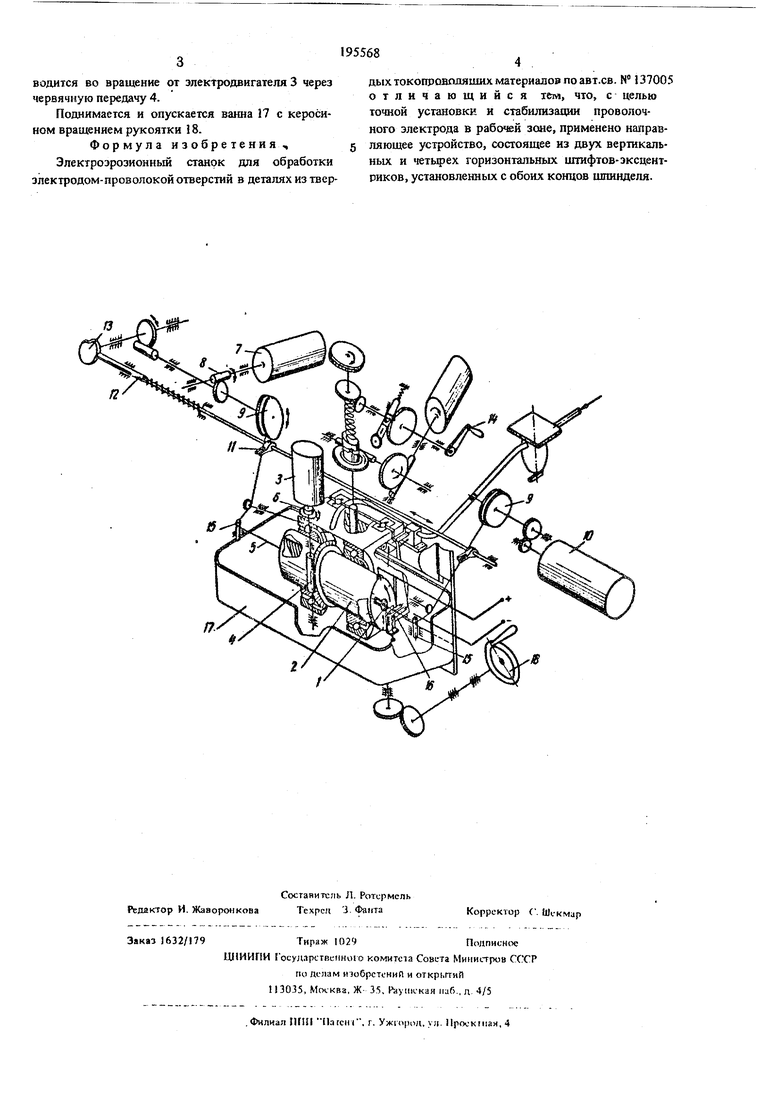
На чертеже изображена кинематическая схема предлагаемого станка.
Обрабатываемая деталь i закрепляется в шпинделе 2 и приводится во вращение от электродвигателя 3 через червячную передачу 4. Шпиндель вместе с закрепленной в нем деталью медленно поворачивается от электродвигателя 3 на необходимый yion для разрезки детали проволочным электродом 5; довора б1вают шпиндель вручную с помощью маховичка 6, который жестко связан с валом червячной передачн 4.
Движение вдоль оси электрода осуществляется от реверсивиого электродвигателя 7, посредством которого через червячную передачу 8 медленно вращается барабан 9; на последний наматывается (или с него сматьшается) проволочный электрод. Натягивается проволочный электрод с помощью электродвигателя 10, а укладьшается с помощью вилок 11, закрепленных на подпружиненном стержне 12, который посредством кулачка 13 совершает возвратно-поступательное движение вдоль своей оси.
Кулачок приводится во вращение от электродвигателя 7 через червяшую передачу 8. Шпиндель с деталью подводится к электроду вращением рукоятки 14.
Электрод устанавливается параш ельно оси шпинделя специальным направляющим устройством, состоящим из двух вертикальных штифтов-эксцентриков 15, на которых барабанами натянута проволока, и четьфех горизонтальных штифтов-эксцентриков 16; штифты-эксцентрики установлены с обоих концов шпинделя.
водится во вращение от электродвигателя 3 через червячную передачу 4.
Поднимается и опускается ванна 17 с керосином вращением рукоятки 8.
Формула изобретения.
Электроэрозионный станок для обработки электродом-проволокой отверстий в деталях из твердых токопровшшших материалов по авт.св. N 137005 отличающийся теш, что, с целью точной установки и стабилизации проволочного электрода в рабочей зоне, применено направляющее устройство, состоящее из двух вертикальных и четырех горизонтальных щтифтов-эксцентриков, установленных с обоих концов шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРИТИРКИ КЛАПАНОВ И ПОРШНЕВЫХ КОЛЕЦ | 1928 |
|
SU18115A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |

