Изобретение относится к технике производства металлокерамических электровакуумных приборов (титапо-керамическнх ламп, нувистров и т. д.).
Известен полуавтомат бесштенгельной иепрерывиой откачки и пайки металлокерамических электрОБакуумпь Х ирнборов, выполненный в виде горизонтальной открытой с обеих сторон калиброванной трубы, по которой перемещаются кассеты с изд,елиями.
Особенностью предлол енного автомата является то, что в его высоковакуумно печи установлены вертикально направляющие стержни, обхватываемые двойными трубчатыми нагревателями.
Кроме того, на входе и выходе печи расположены золотниковые вакуумные шлюзы, в которых изделия отсекаются от атмосферы прптертыми плоскостями, покрытыми пленкой вакуумио-уплотпительпой смазки.
Это позволяет улучшить условия откачкп и прогрева изделий, помещеппых в кассеты, а также обеспечивает непрерывную загрузку изделий в высоковакуумную печь и выгрузку их из нее без нарушения вакуума.
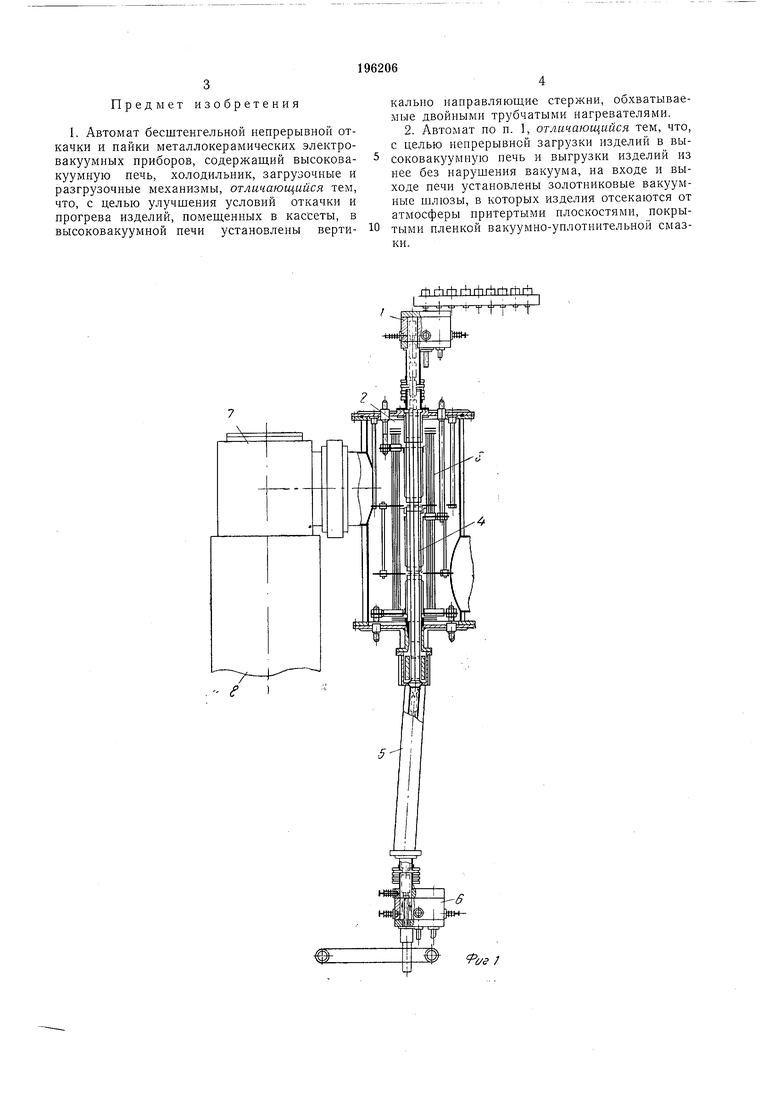
жаются в верхиий золотниковый вакуумный шлюз для ввода в высоковаку мную печь 2, имеющую двойные трубчатые нагреватели 3 и иаправляющие тонкие стержни 4. Затем
кассеты с приборами попадают в холодильник 5 для интенсивного охлаждения и из него в нижний вакуумный шлюз 6 для автоматического вывода изделий из вакуумной печи. Высокий вакуум создается вакуумными агрегатами 7 с ловушками 8.
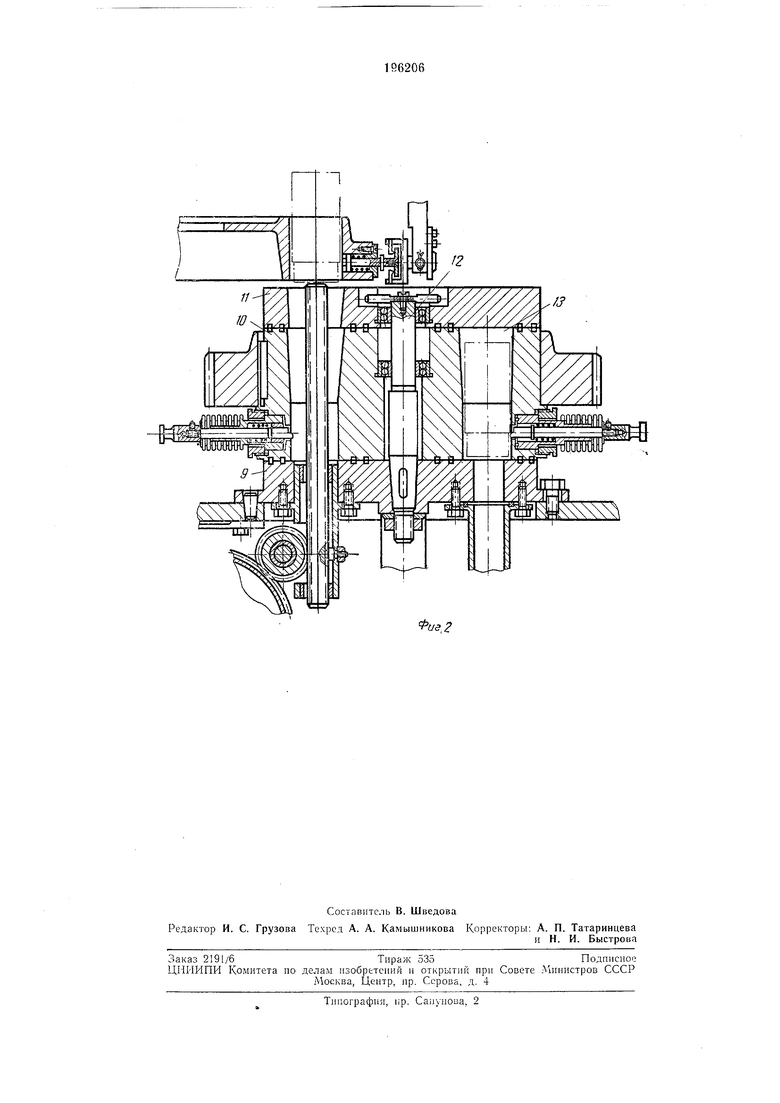
Золотниковый вакуумный шлюз состоит из трех горизонтальных дисков 9, 10 и 11, опирающихся друг на друга притертыми плоскостями. Пленка вакуумно-уплотнительной смазки на плоскостях обеспечпвает высокую герметичность соединения дисков. Диски собраны па иеподвижной оси 12. Верхний // и нижний 9 диски неподвижны. Средний подвижной днск 10, имеющий несколько цилиндрических
ячеек 13, периодически иоворачивается иа одни шаг в рнтм работы автомата. В верхнем днске // находится отверстие для загрузки кассет в ячейку среднего диска, в нижнем диске 9 - несколько вертикальных отверстий
для предварительной откачки объема ячейки и ввода кассет в печь. Кассета, опираясь на вертикальный столб ранее загруженных кассет, иод действием собственного веса опускается в печь по топким иаправляющим стержПредмет изобретения
1. Автомат бесштенгельной непрерывной откачки и пайки металлокерамических электровакуумных приборов, содержащий высоковакуумную печь, холодильник, загрузочные и разгрузочные механизмы, отличающийся тем, что, с целью улучшения условий откачки и прогрева изделий, помещенных в кассеты, в высоковакуумной печи установлены вертикально направляющие стержни, обхватываемые двойными трубчатыми нагревателями.
2. Автомат по п. 1, отличающийся тем, что, с целью непрерывной загрузки изделий в высоковакуумную иечь и выгрузки изделий из нее без нарушения вакуума, на входе и выходе иечи установлены золотниковые вакуумные шлюзы, в которых изделия отсекаются от атмосферы притертыми плоскостями, покрытыми пленкой вакуумно-уилотнительной смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРУСЕЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ^ И ЗАПАЙКИ ЭЛЕКТРОВАКУУМНЫХ И ГАЗОРАЗРЯДНЫХ | 1973 |
|
SU389566A1 |
| ПОЛУАВТОМАТ ДЛЯ ОТКАЧКИ ЭЛЕКТРОВАКУУМНЫХПРИБОРОВ | 1971 |
|
SU321871A1 |
| Вакуумный пост для изготовления электровакуумного прибора | 2021 |
|
RU2768364C1 |
| Способ изготовления бесштенгельной газоразрядной лампы | 1980 |
|
SU1057999A1 |
| СПОСОБ ОЧИСТКИ ДЕТАЛЕЙ МЕТАЛЛОКЕРАМИЧЕСКИХРАДИОЛАМП | 1970 |
|
SU263751A1 |
| ВЫСОКОВАКУУМНАЯ ТОЛКАТЕЛЬНАЯ ЭЛЕКТРОПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1969 |
|
SU238029A1 |
| СПОСОБ РЕСТАВРАЦИИ ЭЛЕКТРОВАКУУМНЫХ СВЧ-ПРИБОРОВ БОЛЬШОЙ МОЩНОСТИ | 2003 |
|
RU2244979C1 |
| ВЫСОКОВАКУУМНАЯ ВЫСОКОТЕМПЕРАТУРНАЯ УСТАНОВКА | 1968 |
|
SU231864A1 |
| СПОСОБ ОБРАБОТКИ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ^'^^;^:;];^ ;^Лшя | 1972 |
|
SU326661A1 |
| Способ получения молибденового покрытия на керамике | 1989 |
|
SU1766894A1 |
фгНфгНфгНгИгИгН
