Известны устройства для сборки шарниров карданных валов, содержащие онравку для установки собираемой вилки карданного вала и крестовины, зал имной суппорт для вилки, направляющую втулку для размещения собираемых изделий, рабочие пуансоны, приводимые в действие от пневмоцилиндра, и шариковый привод.
ПредлаПаемое устройство повышает качество сборкн шарниров и отличается тем, что оно снабжено механизмом центрирования крестовины, выполненным в виде двух сооснб расположенных пуансонов. Один из пуансонов связан с поршнем пневмоцилиндра, шток которого через трубопровод соединен со вторым пуансоном.
На рабочем пуансоне устройства установлен новоротный упор со штифтом, взаимодействующим с винтовой канавкой, выполненной на пуансоне, меняющий длину хода пуансона.
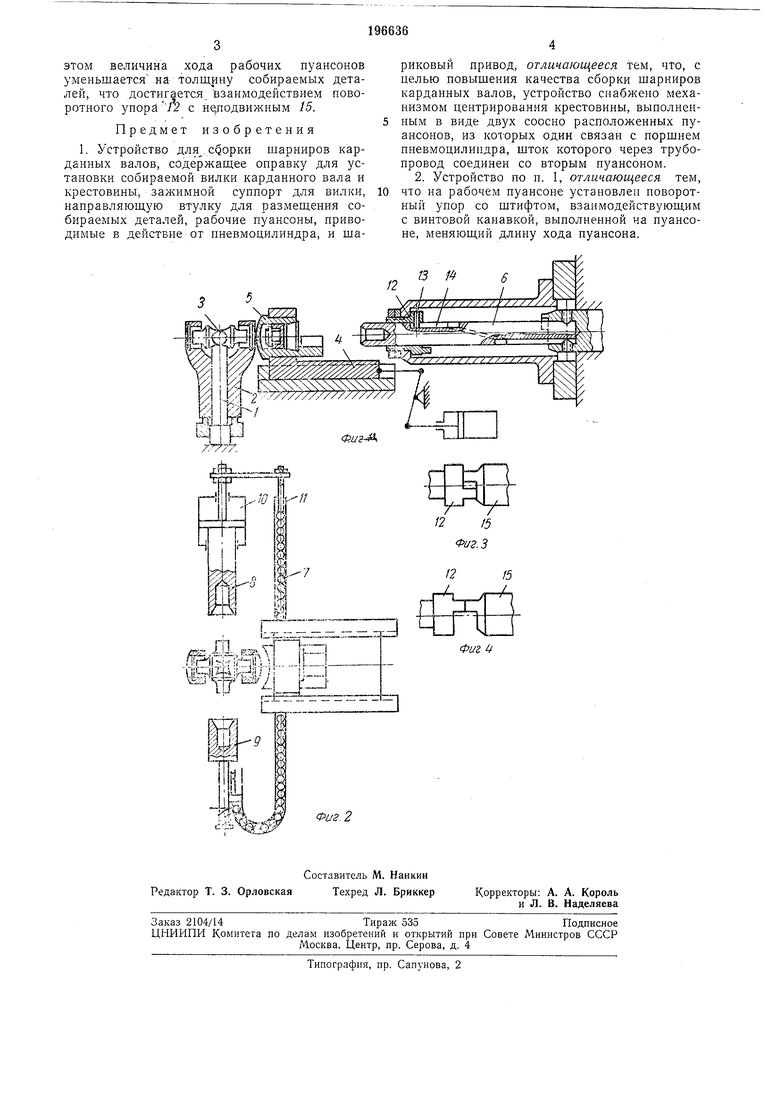
На фиг. 1 изображена правая половипа (симметрично оси онравки) предлагаемого устройства в продольном разрезе; на фиг. 2- то же, вид в плане; на фиг. 3 и 4 - взаимодействие упоров пуансона.
Устройство содержит оправку / для установки собираемой вилки 2 и крестовииы 3 кардаиного вала, зажимной суппорт 4 для вилки, направляющую втулку 5 для размещения собираемых деталей, рабочие пуапсоны 6, приводимые в действие от пневмоцнлиндра (на чертеже не показан), и шариковый привод 7.
Кроме того, устройство снабжено механизмом центрирования крестовины, выполненным в виде двух соосно расположенных пуансонов 5 и 5, причем пуансон 8 связан с поршнем пневмоцилиндра 10, шток которого через трубопровод // соединен с пуансоном 9.
На рабочем пуансоне 6 установлен новоротный упор 12 со штифтом 13, взаимодействующим с винтовой (анавкой 14, вынолненной на нуансоне.
Работает устройство следующим образом. На онравку вручную устанавливают вилку и крестовину. Пуансоны 8 и 9 центрируют крестовину. Затем получают движение пуансоны 6, которые располагают цапфы крестовины концентрично отверстиям в вилке.
Далее суппорты 4 зажимают вилку, совмещая отверстия направляющих втулок с отверстиями в вилке. После этого пуансоны 6 выводятся из вилки и втулок и занимают исходное положение, при этом уиоры 12 поворачиваются на 90°, так ка штифт перемещается по канавке.
В освободившиеся отверстия втулок вручную закладывают собираемые детали, которые при последующем ходе пуансонов 6 запрессовываются в оба отверстия вилки. При
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| Устройство для сборки крестовин карданного вала автомобиля | 1959 |
|
SU125200A1 |
| Способ сборки узлов типа карданного шарнира | 1990 |
|
SU1779531A1 |
| Асинхронный карданный шарнир | 1991 |
|
SU1784779A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ВТУЛОК К СВАРОЧНЫМ ГОРЕЛКАМ | 1992 |
|
RU2040402C1 |
| СПОСОБ УСТАНОВКИ РЕГУЛИРОВОЧНОГО УСТРОЙСТВА НА ДИСКОВОМ ТОРМОЗНОМ МЕХАНИЗМЕ | 2009 |
|
RU2497029C2 |
| Карданное соединение для связи установленной в открытом море нефтедобывающей колонны с расположенным на дне фундаментом | 1978 |
|
SU978739A3 |
| Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки | 1989 |
|
SU1606306A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| Устройство к протяжным станкам для закрепления нежестких деталей | 1985 |
|
SU1329925A1 |
