:1
Известны устройства для подачи пара в установленную, например, на конвейере, обогреваемую форму через паровые клапаны, размещенные на одной из ее поверхностей.
Предложенное устройство позволяет автоматизировать процесс термообработки строительных деталей с периодическим выключением подачи энергоносителя при передвижении конвейера.
Достигается это тем, что оно выполнено с основанием, на котором установлен пневмоцилиндр, шток которого соединен с системой складных рычагов. На части рычагов укреплены расположенные в несколько ярусов на раме, на уровне паровых клапанов обогреваемых форм, подвижные стаканы со смонтированными в них паровыми клапанами, присоединенными к питающим трубопроводам.
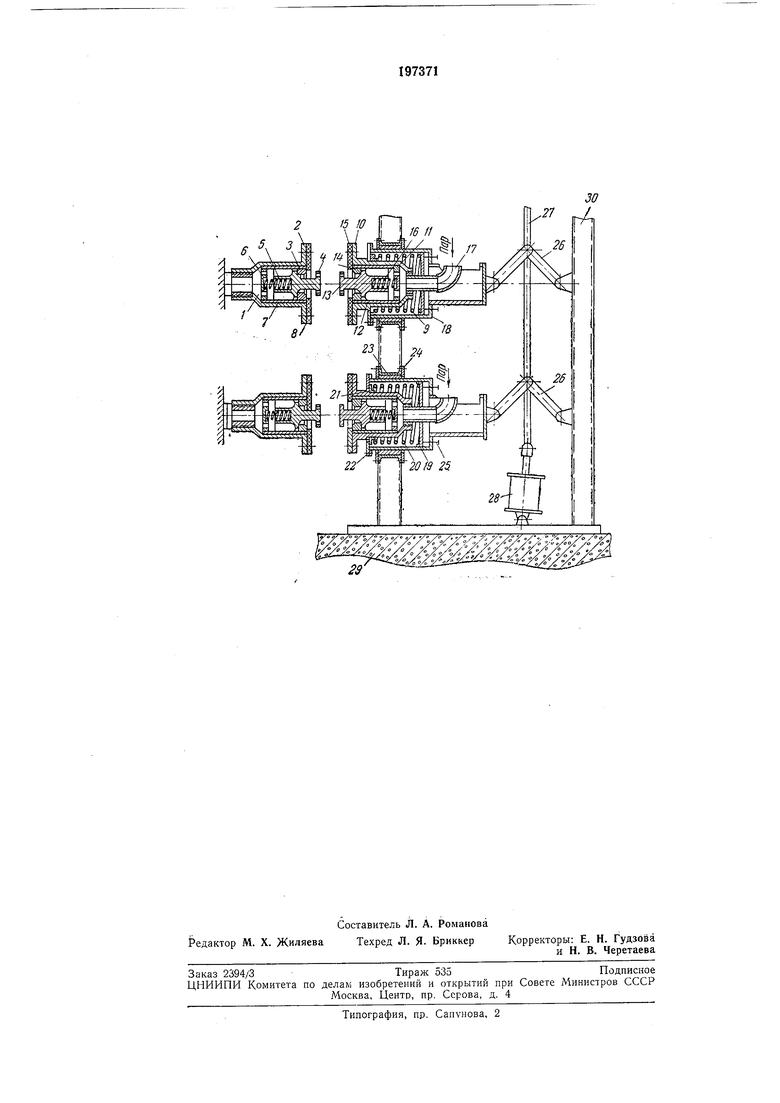
На чертеже изображено устройство для подачи пара.
Устройство состоит из нескольких пар паровых клапанов, рамы, системы складных рычагов с тягой, пневмоцилиндра и электроавтоматики. Паровые клапаны устанавливаются на обогреваемых формах и на переключателе пара.
Упорная втулка 6 имеет отверстия для пропуска пара, а поршень 4 имеет для этой цели пазы.
Упорная и направляющая втулки вставляются в корпус 2 и запираются седлом 3, которое крепится к корпусу на резьбе. До установки седла в направляющую втулку вставляется поршень 4 с пружиной 5, а к фланцу на винтах крепится уплотнительное резиновое кольцо 8.
Клапан нормально закрыт благодаря пружине 5, поджимающей поршень 4 к седлу 3. Паровой клапан 9, устанавливаемый на автоматическом переключателе, содержит корпус 10 с фланцем, упорную втулку 11, направляющую втулку 12, поршень 13, седло 14 yплotHиteЛьHoe резиноЁое кольцо 15 и Пру жину 16.
В kopnyc. Ёвинчиваетея Питающий трубопровод 17.
Клапан 9 в собранном состоянии Монтируется Б специальном подвижном стакане 18, куда для установки клапана вставляются подвижный стакан 19, пружина 20 и упорная втулка 21.
Упорная втулка 21 упирается во фланец 22, подвижный стакан вставляется во втулку 23 по скользяшей посадке. Втулка 23 неподвижно закрепляется на раме автоматического переключателя с помощью фланцев 24.
В стакан 18 ввинчиваются винты 25, которыми регулируется поджатие пружины 20.
В хвостовой части подвижного стакана 18 шарнирно крепятся складные рычаги 26, связанные шарнирами с тягой 27. Тяга 27 соединена шарнирно со штоком пневмоцилиндра 28, установленного на основании 29. С другой стороны складные рычаги 26 упираются через шарнир в раму 30.
При движении штока пневмоцилиндра 28 вниз система складных рычагов 26 расходится и клапан 9, перемешаясь вдоль втулки 23, неподвижно закрепленной па раме 30, сближается с клапаном /. При этом поршни 4 и 13 открывают проход пару (конденсату).
Сближение клапанов 1 и 9 происходит при перемеш;ении складных рычагов 26 на половину своего хода, вторая половина хода их производит сжатие пружины 20.
Усилие сжатия пружины передается на резиновые уплотнительные кольца 8 и 15, за счет чего обеспечивается герметичность соединения клапанов.
Полный цикл работы переключателя состоит из следующих операций. В период подъема штабелировшиком формы на первый ярус термостата автоматически отключается переключатель подачи пара (конденсата).
Подъемная платформа штабелировшика при своем ходе вверх воздействует на конечный выключатель, включенный в цепь управления электровоздушного клапана, подаюшего сжатый воздух в нижнюю полость пневмоцилиндра 28. В результате этого клапан 9 отходит от клапана / и подача пара прекраш,ается. Выход остаточного пара, из регистров формы исключается за счет срабатывания клапана /.
После установки формы на первый ярус и передачи ранее установленных, форм на вышележаш,ие ярусы, подъемйая платформа штабелировшика онускается. При своем движении вниз она воздействует на конечный выключатель, который переводит золотник
электровоздушного клапана в положение при котором сжатый воздух падает в верхнюю полость пневмоцилиндра 28, происходит включение клапанов 9 с клапанами /. Они открываются, и нар поступает в регистры форм.
Далее цикл работы повторяется.
Предмет изобретения
Устройство для подачи пара в обогреваемую установленную, например, на конвейере, форму через паровые клапаны, размешенные на одной из ее поверхностей, отличающееся тем, что, с целью автоматизации процесса термообработки строительных деталей с периодическим выключением подачи энергоносителя при передвижении конвейера, оно выполнено с основанием и установленным на нем пневмоцилипдром со штоком, соединенным с системой складных рычагов, на части
из которых укреплены расположенные в несколько ярусов на раме, на уровне паровых клапанов обогреваемых форм, подвижные стаканы со смонтированными в них паровыми клапанами, присоединенными к питающим
трубопроводам.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ПАРА | 1973 |
|
SU361996A1 |
| Устройство для подачи пара | 1980 |
|
SU939431A1 |
| УСТРОЙСТВО для ПОДАЧИ ТЕПЛОНОСИТЕЛЯ | 1973 |
|
SU391110A1 |
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БАРАНОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2433592C1 |
| Комбинированное маневровое и быстрозапорное устройство паровых турбин судовых установок | 1941 |
|
SU67010A1 |
| Стопорный клапан для паровых турбин с жидкостным поршневым приводным механизмом | 1957 |
|
SU112336A1 |
| Установка для испытания образцов на длительную прочность | 1988 |
|
SU1580216A1 |
| Пневматический инъектор | 1983 |
|
SU1196008A1 |
| Устройство для изменения степени сжатия поршневого двигателя внутреннего сгорания | 1991 |
|
SU1782291A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2361736C1 |