Известен способ электроконтактного нагрева заготовок переменного сечения с помощью двух пар зажимных токоподводящих контактов.
Предложенный способ электроконтактного нагрева заготовок отличается от известного тем, что нагрев производят в несколько периодов путем последовательного перемещения одной пары токоподводящих контактов вдоль оси заготовки, что обеспечивает равномерный нагрев заготовок по всей длине.
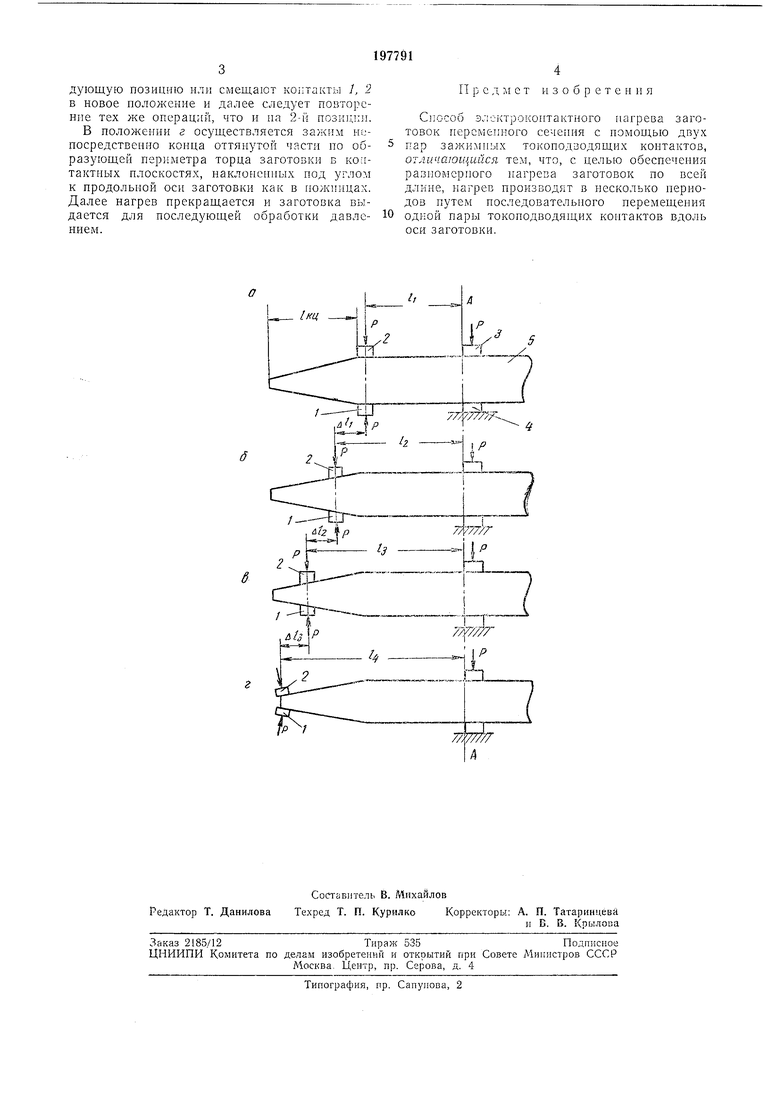
На чертеже изображена схема электроконтактного нагрева заготовки перемеиного сечения:
а - положение нижнего и верхнего зажимных контактов / и 2 1-й позиции (или передвижных контактов) и неподвижных зажимных контактов 3 и 4 от лииии А-/1 зажимных контактов в первый период нагрева; показаны нагреваемая заготовка 5, расстояние /J между контактами и усилие Р контактного зажима;
б - положение тех же контактов во второй период нагрева, где А - смещеиие контактов относите:1ьно положения их на 1-й позиции;
смещений Д/j зависит от следующих основных факторов: длины оттянутого конца 1кц, соотношения площади самого конца и площади сечения недеформированной части заготовки, марки материала заготовки и силы тока, протекающего по заготовке.
На 1-й позиции заготовка зажимается в коитактах, причем конец переменного сечепия остается вне контактов.
На 2-й позиции часть заготовки одинакового сечения нагревается до оиределеииой промежуточной температуры, определяемой по формуле
,1 т А
15
(.;
где if; -Промежуточная температура нагрева в соответствующий период иагрева; /,„ - максимальная температура заготовки; п -
число периодов нагрева; /г - порядковый номер периода.
При достижении указанной промежуточно) температуры заготовка перекатывается на следующую позицию или смещаются иередвижныс концевые контакты /, 2. В ново: 1 положении заготовка зажимается на 2-й .позиции и нагревается до следующего промежуточного значения температуры, после чего освобождается от зажатия в коитактах.
дующую позицию или смещают контакты /, 2 в новое положение и далее следует повторение тех же операций, что и на 2-й позиции. В положеиии г осуществляется зажим нипосредствеиио конца оттянутой части по образующей периметра торца заготовки в коатактиых плоскостях, наклоисииых иод углом к продольиой оси заготовки как в ио/киицах. Далее нагрев прекращается и заготовка выдается для последующей обработки давлением.
Предмет и 3 о б р е т е и и я
Сюсоб электрокоптактного нагрева заготовок иеремети-юго сечеиия с помощью двух
г: пар зажимиых токоподзодящпх контактов, отличающийся тем, что, с целью обеспечения равионериого иагреза заготовок по всей длине, иагрев производят в несколько нериодов иутем иоследовательиого иеремещения одной пары токоподводящих контактов вдоль оси заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактного нагрева заготовок переменного сечения | 1978 |
|
SU768829A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| Способ электроконтактного нагрева проката | 1987 |
|
SU1578212A1 |
| ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ИЗДЕЛИЙ | 1971 |
|
SU309051A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| Установка для нагрева изделий в электролите | 1983 |
|
SU1263716A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОФИЛЕЙ | 2009 |
|
RU2394920C1 |
77Ш77 U
