Известна установка для электроконтактного нагрева изделий, содержащая источник тока, токосиловой трансформатор, токоподводящую сеть, зажимные головки и механизм загрузки.
Основными недостатками такой установки являются необходимость отдельных зажимных головок для каждой детали и раздельных зажимных контактов для каждой позиции, неравномерность распределения температуры по длине нагреваемой заготовки, а также неудобство механизации и автоматизации загрузки и выгрузки заготовок.
С целью обеспечения высокой производительности, упрощения конструкции установки, повыщения технической эффективности и качества нагрева заготовок предлагаемая установка снабжена защитной камерой с вмонтированными в нее нагревательными элементами, в которой размещены токоподводящие зажимные контакты, закрепленные подпружиненно на подвижных траверсах.
Кроме того, установка может быть снабжена термостатной камерой, непосредственно соединенной с защитной камерой.
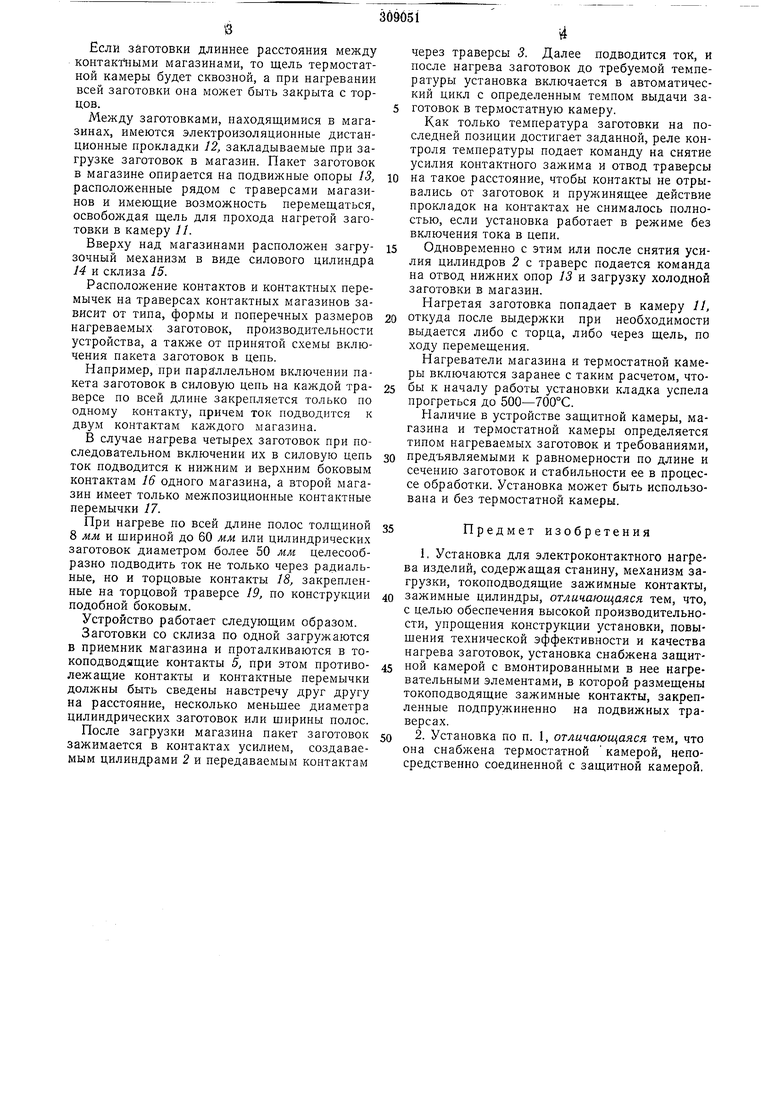
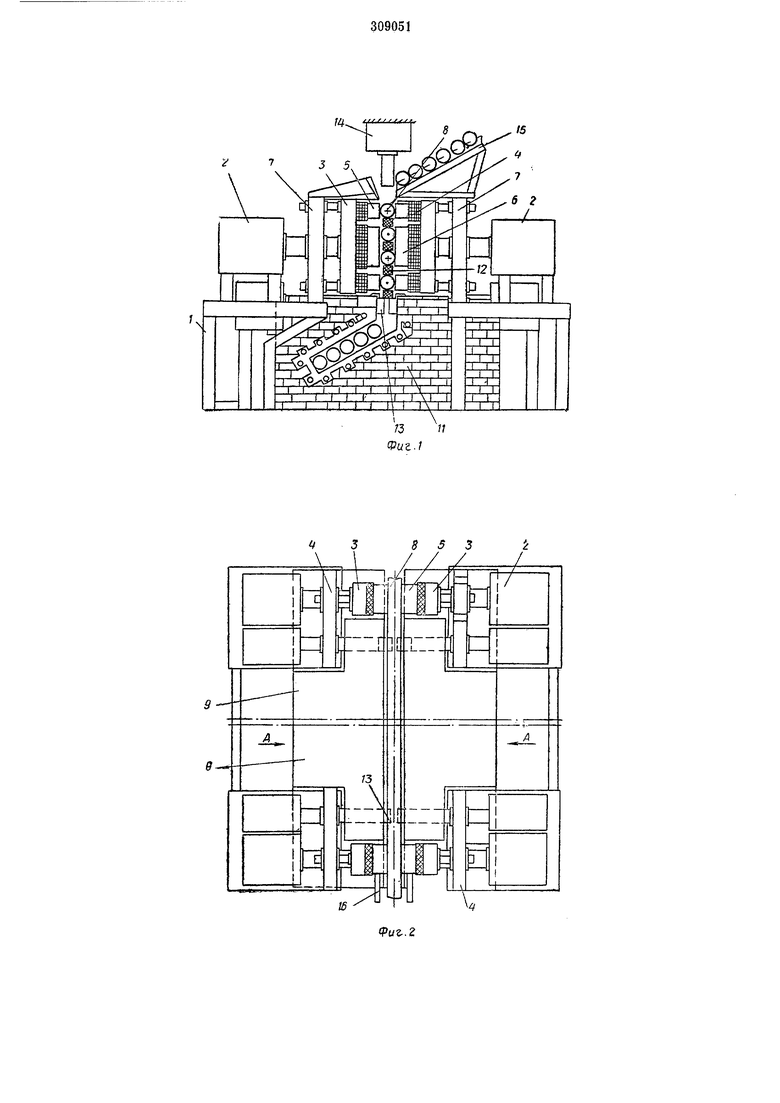
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - разрез по А-А на фиг. 2; на фиг. 5 - контактные магазины, вид сверху (для случая нагреВа полйсОВого железа или цилиндрических заготовок больщого диаметра); на фиг. 6 - то же, вид с торцов (для случая нагрева цилиндрических заготовок, включенных в цепь попарно-параллельно).
Устройство включает станину / с установленными на ней зажимными цилиндрами 2, на штоках которых размещены подвижные траверсы 3 контактных магазинов, на которых
подпружиненно на резиновых или другого пружинящего типа прокладках 4 закреплены зажимные токоподводящие контакты 5 и токоподводящие контактные перемычки 6. Траверсы 3 перемещаются в направляющих 7.
Пакет заготовок 8, зажатый в контактных магазинах, окружен защитной камерой 9 в виде огнеупорной кладки, снабженной нагревательными элементами 10, размещенными либо
по всей высоте кладки, либо только в нижней части, там, где заготовки имеют температуру выше 400°С.
Наличие кладки с боков пакета заготовок позволяет устранить потери на излучение с
поверхности нагреваемых заготовок.
Боковая кладка может в нижней части переходить в такую же или больщей толщины огнеупорную кладку термостатной камеры 11, которая также образует щель по размерам Нсли заготовки длиннее расстояния между контактными магазинами, то щель термостатной камеры будет сквозной, а при нагревании всей заготовки она может быть закрыта с торцов. Между заготовками, находящимися в магазинах, имеются электроизоляционные дистанционные прокладки 12, закладываемые при загрузке заготовок в магазин. Пакет заготовок в магазине опирается на подвижные опоры 13, расположенные рядом с траверсами магазинов и имеющие возможность перемещаться, освобождая щель для прохода нагретой заготовки в камеру //. Вверху над магазинами расположен загрузочный механизм в виде силового цилиндра 14 и склиза 15. Расположение контактов и контактных перемычек на траверсах контактных магазинов зависит от типа, формы и поперечных размеров нагреваемых заготовок, производительности устройства, а также от принятой схемы включения пакета заготовок в цепь. Например, при параллельном включении пакета заготовок в силовую цепь на каждой траверсе по всей длине закрепляется только по одному контакту, причем ток подводится к двум контактам каждого магазина. В случае нагрева четырех заготовок при последовательном включении их в силовую цепь ток подводится к нижним и верхним боковым контактам 16 одного магазина, а второй магазин имеет только межпозиционные контактные перемычки 17. При нагреве по всей длине полос толщиной 8 мм и щириной до 60 мм или цилиндрических заготовок диаметром более 50 мм целесообразно подводить ток не только через радиальные, но и торцовые контакты 18, закрепленные на торцовой траверсе 19, по конструкции подобной боковым. Устройство работает следующим образом. Заготовки со склиза по одной загружаются в приемник магазина и проталкиваются в токоподводящие контакты 5, при этом противолежащие контакты и контактные перемычки должны быть сведены навстречу друг другу на расстояние, несколько меньщее диаметра цилиндрических заготовок или ширины полос. После загрузки магазина пакет заготовок зажимается в контактах усилием, создаваемым цилиндрами 2 и передаваемым контактам через траверсы 3. Далее подводится ток, и после нагрева заготовок до требуемой температуры установка включается в автоматический цикл с определенным темпом выдачи заготовок в термостатную камеру. Как только температура заготовки на последней позиции достигает заданной, реле контроля температуры подает команду на снятие усилия контактного зажима и отвод траверсы на такое расстояние, чтобы контакты не отрывались от заготовок и пружинящее действие прокладок на контактах не снималось полностью, если установка работает в режиме без включения тока в цепи. Одновременно с этим или после снятия усилия цилиндров 2 с траверс подается команда на отвод нижних опор 13 и загрузку холодной заготовки в магазин. Нагретая заготовка попадает в камеру //, откуда после выдержки при необходимости выдается либо с торца, либо через щель, по ходу перемещения. Нагреватели магазина и термостатной камеры включаются заранее с таким расчетом, чтобы к началу работы установки кладка успела прогреться до 500-700°С. Наличие в устройстве защитной камеры, магазина и термостатной камеры определяется типом нагреваемых заготовок и требованиями, предъявляемыми к равномерности по длине и сечению заготовок и стабильности ее в процессе обработки. Установка может быть использована и без термостатной камеры. Предмет изобретения 1. Установка для электроконтактного нагрева изделий, содержащая станину, механизм загрузки, токоподводящие зажимные контакты, зажимные цилиндры, отличающаяся тем, что, с целью обеспечения высокой производительности, упрощения конструкции установки, новыщения технической эффективности и качества нагрева заготовок, установка снабжена защитной камерой с вмонтированными в нее нагревательными элементами, в которой размещены токоподводящие зажимные контакты, закрепленные подпружиненно на подвижных траверсах. 2. Установка по п. 1, отличающаяся тем, что она снабжена термостатной камерой, непосредственно соединенной с защитной камерой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| Многопозиционная электроконтактная установка для нагрева изделий | 1987 |
|
SU1447880A1 |
| СПОСОБ ВКЛЮЧЕНИЯ И ВЫКЛЮЧЕНИЯ ЗАГОТОВОК В НАГРЕВАТЕЛЬНУЮ ЦЕПЬ МНОГОПОЗИЦИОННОЙ | 1973 |
|
SU389149A1 |
| Электронная установка непрерывного действия | 1971 |
|
SU481142A1 |
| Электроконтактное устройство для нагрева листовых заготовок | 1978 |
|
SU752817A1 |
| МНОГОПОЗИЦИОННАЯ УСТАНОВКА ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1964 |
|
SU163684A1 |
| Способ электроконтактного нагрева проката | 1987 |
|
SU1578212A1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |


Ф«г..5
17
