1
Изобретение относится к области термообработки путем пропускания тока непосредственно через изделие.
Преимущественная область использования способа - электроконтактный нагрев металлов, в частности нагрев прутков с оттянутыми концами под навивку пружин или другие операции обработки заготовок переменного по концам поперечного сечения.
Известен способ электроконтактного нагрева заготовок, включаюидий подвод тока к заготовке и нагрев ее 1.
Таким способом можно нагревать только прутки одинакового поперечного сечения, так как ток подводится к одним и тем же неподвижным местам детали, не меняющимся за весь период нагрева ее от окружающей температуры до заданной.
Длнна нагреваемой зоны при этом способе п расстояние между точками подвода тока неизменны в процессе нагрева, а потому нагрев деталей переменного сечения невозможен.
Известен способ электроконтактного нагрева заготовок переменного сечения, включающий нодвод тока к заготовке и нагрев ее при перемещении контактов вдоль оси в противоположных направлениях . При таком способе нагрев ведут последовательно участками по длине стержня, отступая в
направлении меньшего сечения стержня на расстояние, соответствующее 10-20% разницы между минимальным поперечным сечением нагретого участка стержня и минн5 мальным сечением нагреваемого участка, Т. е. точки подвода тока меняются прерывисто, контакт переносится. Температурный перепад в точках переноса контактов прямо пропорционален продолжительности проте10 каиия тока и обратно пропорционален квадрату площади поперечного сечения. Это показывает, что при прерывистом способе нагрева невозможно нагреть да одинаковой температуры стержень переменного сечения.
15 Целью изобретения является повышение качества п улучшение равномерностн нагрева.
Поставленная цель достигается тем, что нагрев ведут при непрерывном смещении
20 контактов с изменением скорости нагрева на участках с иеременным сечением.
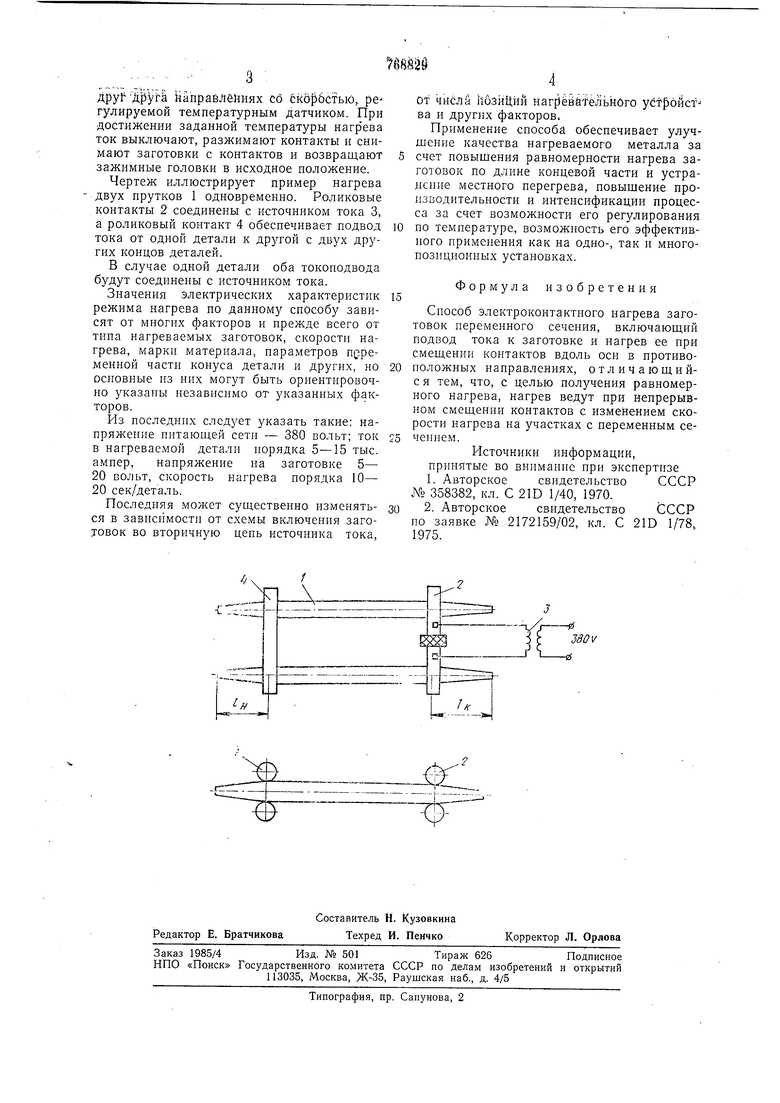
Па чертеже изображена схема устройства для осуществления снособа.
Способ осуществляется следующим обра25 зом: заготовки загружают иа нагревательные позиции и зажимают их в роликовых контактах и подают напряжение на зажатые в коитактах заготовки, затем заготовки нагревают при перемеи ении роликовых кон30 тактов в иротнвоположных относнтельио
. - - 3
другд уга Направлениях сб ckop&cfbiu, регулируемой температурным датчиком. При достижении заданной темиературы нагрева ток выключают, разжимают контакты и снимают заготовки с контактов и возвращают зажимные головки в исходное иоложение.
Чертеж иллюстрирует пример нагрева двух прутков 1 одновременно. Роликовые контакты 2 соединены с источником тока 3, а роликовый контакт 4 обеспечивает подвод тока от одной детали к другой с двух других концов деталей.
В случае одной детали оба токоподвода будут соединены с источником тока.
Значения электрических характеристик режима нагрева по данному способу зависят от многих факторов и прежде всего от типа нагреваемых заготовок, скорости нагрева, марки материала, параметров переменной части конуса детали и других, но основные из них могут быть ориентировочно указаны независимо от указанных факторов.
Из последних указать такие: напряжение питающей сети - 380 вольт; ток в нагреваемой детали порядка 5-15 тыс. ампер, напряжение на заготовке 5- 20 вольт, скорость нагрева порядка 10- 20 сек/деталь.
Последняя может существенно изменяться в зависимости от схемы включения заготовок во вторичную цепь источника тока.
4
от числа ИбзиЦйй нагрёвй ельного устройст ва и других факторов.
Применение способа обеспечивает улучщение качества нагреваемого металла за счет повышения равномерности нагрева заготовок по длине концевой части и устранение местного перегрева, повышение производительиости и интенсификации процесса за счет возможности его регулирования по температуре, возможность его эффективиого применения как на одно-, так и многопозиционных установках.
Формула изобретения
Способ электроконтактного нагрева заготовок переменного сечения, включающий подвод тока к заготовке и нагрев ее при смещеиии контактов вдоль оси в иротивоположных направлениях, отличающийся тем, что, с целью получения равномерного иагрева, нагрев ведут при непрерывном смещении контактов с изменением скорости нагрева на участках с переменным сеченнем.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР ЛГо 358382, кл. С 2ID 1/40, 1970.
2.Авторское свидетельство СССР по заявке № 2172159/02, кл. С 21D 1/78 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактного нагрева заготовок переменного сечения | 1980 |
|
SU950782A1 |
| Способ электроконтактного нагрева проката | 1987 |
|
SU1578212A1 |
| Способ многократного волочения изделий с электроконтактным нагревом и изделие, изготовленное таким способом | 2019 |
|
RU2707054C1 |
| Способ изготовления звеньев прутковых транспортеров | 1980 |
|
SU902976A1 |
| Установка для электроконтактного нагрева изделий | 1977 |
|
SU703578A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| Способ скоростного нагрева длинномерных прутков с концами переменного сечения | 1990 |
|
SU1770391A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
