Гидравлическое нажимное устройство (ГНУ) является одним из основных узлов нолосовых прокатных станов и предназначается для из-: менения установки валков как до начала, так и во время прокатки.
Известпы ГНУ, имеюндие два дросселя - входной и выходной, через которые жидкость проходит на слив. Входной дроссель-нерегулируемый и конструктивно представляет собой набор шайб с постоянным проходным отверстием. Выходной дроссель - переменный и представляет собой золотниковое устройство с золотниковой парой, которое охвачено обратными связями но перемещению и давлению.
Новым в описываемом устройстве является то, что дроссельная группа содержит два переменных, асимметрично работающих дроссе.ля, охваченных обратными связями по перемещению. Это позволяет значительно новысить предел насыщения устройства по скорости и тем самым его быстродействие, что в конечном счете повышает точность полосы по толщине в режиме автоматического регулирования.
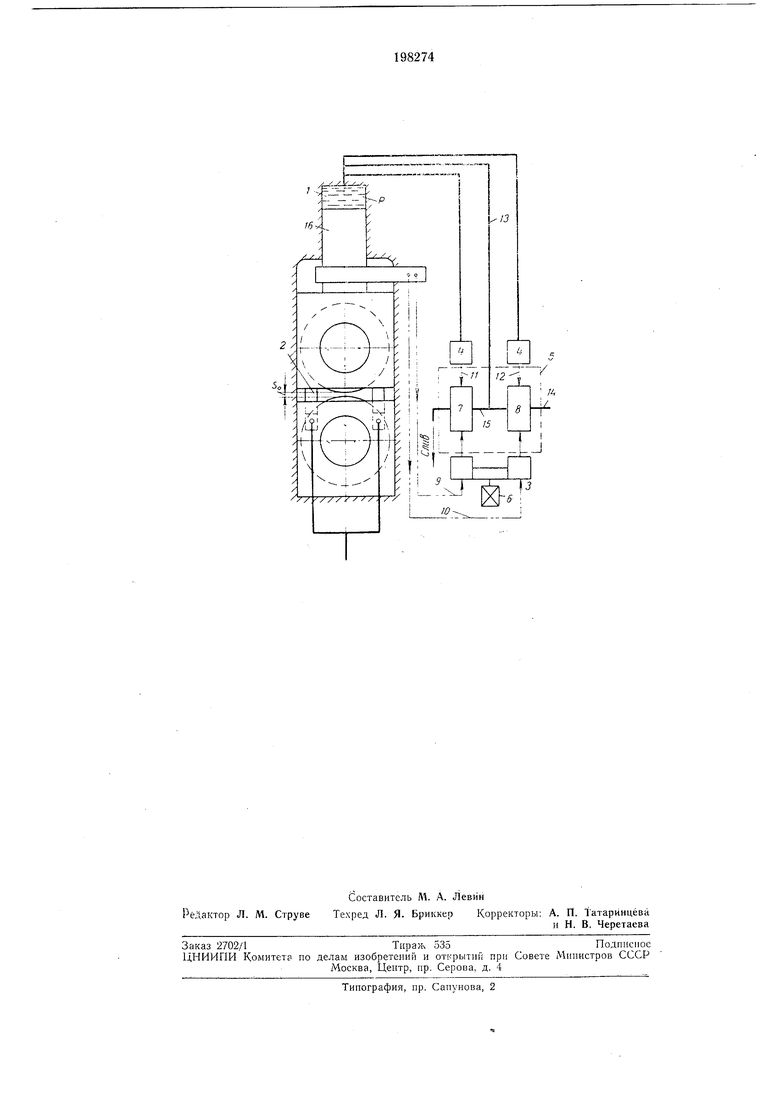
На чертеже представлена схема описываемого устройства.
пеисацин 4, дроссельной грунпы 5 и масляной станции, создающей постоянные давления.
Главный рабочий цнлнндр является исполннтельным силовым элементом и служит для уравновешивания усилия прокатки и изменения зазора между валками. Цилиндры 2 предназначены для уравновешивания подвижных частей н обеснечения необходимых скоростей неремещення подвижного валка при устаповке требуемого раствора валков до начала прокаткп. Мехапиз.м устаиовки валков представляет собой мехаинческую передачу с электродвигателем 6; он создает необходнмое воздействие на дроссельную группу прн изменении устаиовки валков как до начала, так н во время прокатки. Устройство 4 предусмотрепо д.ля компсисации упругой деформации клети.
Дроссельная группа состоит из двух перемеппых дросселей 7 и 8, которые через механизм устаповки валков охвачены обратными связями 9 и 10 по перемещению, а через устpOiicTBo компенсации - обратными связями 11 1 12 по давлению.
Дроссели работают асимметрично, т. е. с улченьшением нроход 1ого сечения в выходном дросселе 7 проходное сечение входного дросселя 8 увеличивается и наоборот. Степень относительного изменения нроходны.х сечений может быть как постоянной, так и переменной величиной, и подчиняется тем закономерностям, которые задаются обратными связями.
Перепад давления, создаваемый на дросселе 7, по маслопроводу /5 подводится к главному цилиндру.
Обратные связи 9 и 10 воздействуют на дроссели так, что при отклонении верхнего валка вверх проходное сечение в дросселе 7 уменьшается, а в дросселе 8 увеличивается. При отклонении верхнего валка вниз проходные сечения в дросселях 7 и 8 изменяются в обратном порядке.
Обратные связи // и 12 воздействуют на дроссели так, что при изменении усилия прокатки подвижной валок перемещается на величину деформации клети, вызванной этим изменением усилия прокатки. Это устраняет влияние упругой деформации клети на толщину полосы.
Перед началом работы дроссели должны быть настроены таким образом, чтобы их проходные сечения при любых режимах работы ГНУ всегда оставались больще нуля.
Рабочая л идкость по маслопроводу 14, дросселю 8, маслопроводу 15 и дросселю 7 поступает на слив. При изменении проходных сечений в дросселях меняется давление жидкости в цилиндре 1 и происходит перераспределение жидкости, поступающей в ГПУ, между сливом и цилиндром J.
Жидкость iB цилиндр / от дроссельной группы 5 поступает по маслопроводу 13.
Перед изменением установки валков усилия со стороны цилиндра 1 и цилиндров 2 уравновешиваются и вся жидкость, поступающая в дроссельную группу через дроссель 7, идет на слив. Это достигается при помощи обратных связей 9 и 10, которые устанавливают такие проходные сечеиия в дросселях 7 и 8, при которых перепад давлеиия уравновещивает усилие, развиваемое цилиндрами 2. Когда необходимо изменить величину зазора So, включают электродвигатель 6, который через механизм установки валков воздействует на дроссели и стремится асимметрично изменить их проходные сечения. Если, например, в дросселе 7 проходное сечение стремится к уменьщению, давление Р стремится увеличиваться, и плунжер 16 за счет притока жидкости начнет опускаться. При этом движении через обратные связи по перемещению 9 и 10 проходное сечение В дросселе 7 стремится к увеличению. Поскольку электродвигатель 6 работает непрерывно, то и плунжер 16 опускается непрерывно до тех пор, пока электродвигатель не остановится. При этом размер проходных сечеиии дросселей практически не меняется, а жидкость из-под плунжеров цилиндров 2 перетекает в аккумулятор.
При захвате металла валками подвижной валок стремится подняться на некоторую величину от иервоначального раствора валков, равного SQ. Тогда через обратные связи по перемещению 9 н 10 происходит уменьшение
проходного сечеиия в дросселе 7, и увеличение в дросселе 8, давление увеличивается и уравновешивает возникщее усилие прокатки. Раствор валков при этом увеличился бы на некоторую величину, однако одновременно с
возрастанием давления Р на дроссельную группу воздействуют обратные связи по давлению 11 и 12, которые через устройство компенсации 4 изменяют проходные сечения до тех пор, пока раствор валков за счет подачи
необходимой порции масла под плунжер 16 не станет равным первоначальному, а поскольку процесс изменеиия S через обратные связи происходит одновременно, то практически раствор валков остается постоянным.
Когда процесс прокатки заканчивается, усилие прокатки обращается в нуль, и подвижный валок стремится опуститься. При этом обратные связи по перемещению и давлению вызывают увеличение проходного сечения
дросселя 7 и умеиьщение сечения дросселя 8. Давление Р падает до величипы, необходимой для уравновешивания усилий, развиваемых цилиндрами 3. С уменьшением давления Р раствор валков стремится уменьшиться, а
обратные связи ио давлению стремятся его увеличить. Одновременное действие обеих обратных связей приводит к тому, что раствор валков практически остается постояииым и в этом случае. Очевидно, что колебание давления металла на валки в процессе прокатки так же не вызовет изменение зазора между валками, что крайне важно для прокатки полосы без продольной разнотолщинности.
Предмет изобретения
Гидравлическое нажимное устройство полосового стана, содержащее главный рабочий цилиидр, уравновешивающие цилиндры, механизм установки валков, устройство комиенсацни, дроссельную групиу и элементы обрат 1ых связей по перемещению и давлению, от личающевся тем, что, с целью повышения быстродействия и чувствительности устройства, дроссельная группа содерлсит два пере менных, асимметрично работающих дросселя, охваченных обратными связями по перемещению и давлению.
vjy
-//
12
/4
и
15
LJ
;i
з i да
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИФФЕРЕНЦИАЛЬНОЕ ГИДРАВЛИЧЕСКОЕ НАЖИМНОЕУСТРОЙСТВО | 1967 |
|
SU191453A1 |
| Гидравлическое нажимное устройство прокатного стана | 1961 |
|
SU148776A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Гидравлическое нажимное устройство прокатного стана | 1989 |
|
SU1673233A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 1966 |
|
SU178773A1 |
| Устройство для установки межвалкового зазора прокатной клети | 1981 |
|
SU1002061A2 |
| Вертикальная клеть прокатного стана | 1989 |
|
SU1690869A1 |
| Устройство уравновешивания валков прокатного стана | 1983 |
|
SU1134252A1 |