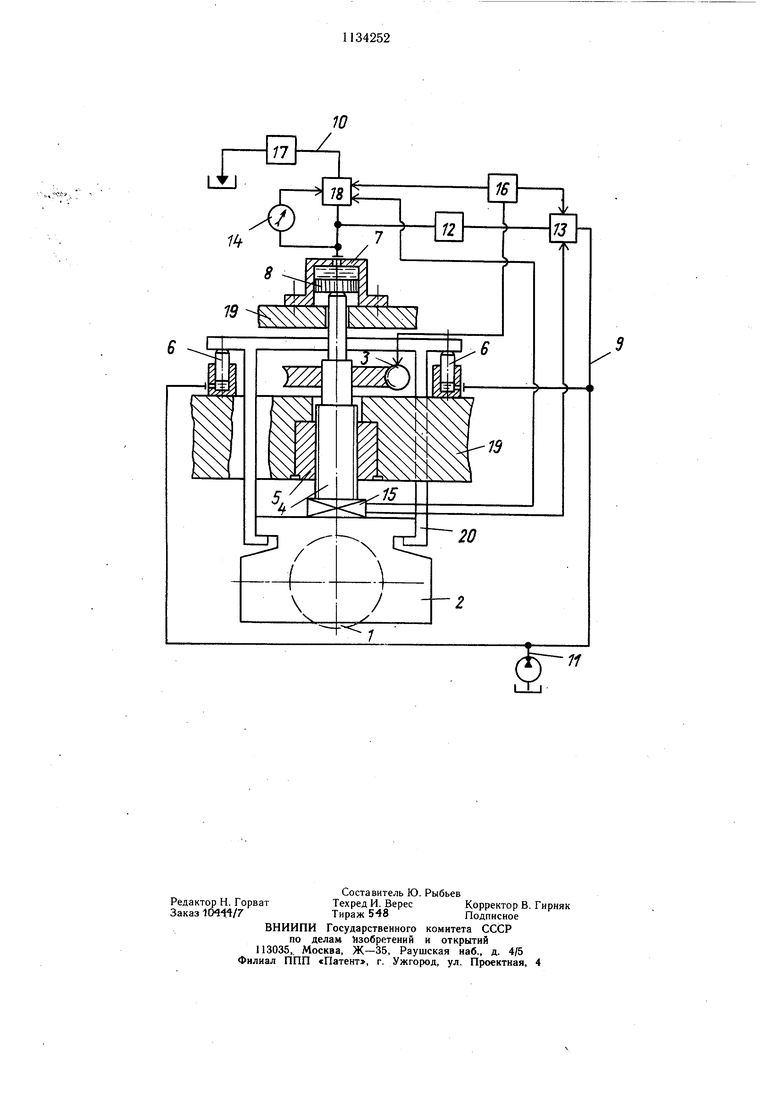
Изобретение относится к Г1рокатному производству и может быть использовано при. конструировании прокатных клетей с большими перемещениями валков. Известно устройство уравновешивания валков прокатного стана, включающее расположенное на станине,винтовое нажимное ус.тройство с приводом, гидроцилиндры, с подушками валков и гидравлически связанные с гидроцилиндрами разгрузки, сопряженными с нажимными винтами, и питающую систему, соединенную с указанными гидроцилиндрами через обратный клапан 1. В известном устройстве при необходимости небольшого изменения межвалкового зазора, т. е. при небольших перемещениях подушки верхнего опорного валка, требуется очень большое перемещение нажимных винтов вследствие того, чтодяаметры верхнего и нижнего гидроцилиндров, примыкающих к нажимному вннту, отличаются на очень небольшую величину. Данное конструктивное решение значительно снижает быстродействие гидравлического нажимного устройства, что в свою очередь существенно уменьшает производительность стана. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройства уравновешивания валков прокатного стана, включающее расположенное на станине винтовое нажимное устройство с приводом и блоком управления, гидроцилиндры, сопряженные с подушками валков и гидравлически соединенные с гидроцилиндрами разгрузки, сопряженными с нажимными винтами, и питающую систему, соединенную с указанными гидроцилиндрами обратный клапан, а также передаточный механизм, расположенный между гидроцилиндрами разгрузки и нажимным устройством. Передаточный механизм выполнен в виде пары «винт-гайка, причем гайка жестко закреплена на станине, а винт соединен с плунжером гидроцилиндра разгрузки 2. Однако в данном устройстве необходимо применять тяжело нагруженные передаточные механизмы, вследствие чего снижается надежность устройства и значительно увеличивается высота клети. .Размещение передаточного механизма сверху нажимного винта прокатной клети в действующем пролете цеха зачастую становится невозможным, а в новых цехах возникает ггеобходимость значительного увеличения высоты здания цеха, что в свою очередь связано с дополнительными капитальными затратами. Кроме того, усилие, возникающее в гидроцилиндре разгрузки, не используется для разгрузки пары «нажимной винт-гайка в процессе прокатки, что существенно снижает долговечность этой пары. 522 1е.ль изобретения -- повышение надежности устройства и увеличение долговечности работы винтового нажимного механизма путем разгрузки пары «нажимной винтгайка. Поставленная цель достигается тем, что устройство уравновешивания валков прокатного стана, включающее расположенный на станине винтовой нажимной механизм с приводом и блоком управления, гидроцилиндры, сопряженные с подушками валков и гидравлически соединенные с гидроцилиндрами разгрузки, сопряженными с нажимными винтами, и питающую систему, соединенную с указанными гидроцилиндрами, снабжено датчиком наличия металла в валках, а на гидромагистрали, соединяющей гидроцилиндры разгрузки с гидроцилиндрами, сопряженными с подушками валков, установлены управляемый запорный клапан, управляемый сливной клапан и датчик да ления, установленный между гидроцилидрами разгрузки и управляемым запорным клапаном, причем электрический вход управляемого запорного клапана соединен с выходами блока управления винтового нажимного механизма и датчика наличия металла в валках, а электрический вход управляемого сливного клапана соединен соответственно с выходами блока управления винтового нажимного механизма, датчика наличия металла в валках и датчика давления. Такое конструктивное выполнение уст.ройства уравновешивания валков прокатного стана позволяет упростить конструкцию, повысить надежность устройства и увеличить долговечность работы винтового нажимного механизма путем разгрузки пары «нажимной винт-гайка и реализовать безрасходную гидравлическую схему уравновешивания валков. Введение в устройство дополнительно указанных новых элементов с присущими им взаимосвязями позволяет не только ликвидировать громоздкий передаточный механизм, работающий при больших нагрузках, но и частично, на величину усилия уравновешивания, разгрузить пару «нажимной винт-гайка во время процесса прокатки за счет использования усилия, создаваемого давлением масла в гидроцилиндрах разгрузки. На чертеже представлено устройство, блок-схема. Устройство включает прокатный валок I, подушку 2, винтовой нажимной механизм с приводом 3, состоящий из нажимного винта 4 и гайки 5, гидроцилиндры 6 уравновешивания валков, гидроцилиндр 7 разгрузки с плунжером 8, магистраль 9, сливную магистраль 0 н питающую систему (магистраль) 11. В магистрали 9 установлены егулируемый дроссель 12, управляемый запорный клаплн 13 и датчик давления 14
рабочей жидкости, причем электрический вход управляемого запориого клапана 13 соединен соответственно с выходами датчика 15 наличия металла в валках (например, месдоза, установленная под нажимным винтом 4) и блока 16 управления винтовым нажимным механизмом (нажимными винтами).
В сливной магистрали 10 установлены регулируемый дроссель 17 и управляемый клапан 18, электрический вгход которого соединен соответственно с выходами блока 16 управления винтовым нажимным механизмом, датчика 15 наличия металла в валках и датчика давления 14. Корпус гидроцилиндра 7 опирается на станину 19 прокатной клети. Гидроцилиндры 6 соединены с. подушками посредством тяги 20.
Устройство работает следующим образом.
Перед прокаткой гидроцилиндры 6 заполнены маслом от питающей магистрали 11, давление при этом равно давлению уравновешивания. Управляемый запорный клапан 13 закрыт, сливной клапан 18 также закрыт, давление в гидроцилиндре 7, отсеченном от питающей магистрали 11, равно устанавливаемому остаточному давлению (ГО- 20 кгс/см). Дроссели 12 и 17 настроены на пропуск определенного количества (расхода) масла.
Давление в гидроцилиндрах 6 обеспечивает небольшое переуравновешивание веса подушки 2 с валком 1. Усилие от гидррцилиндров 6 передается через подушку 2 на нажимной винт 4, стремясь прижать его в крайнее верхнее положение, т. е. происходит предварительная выборка люфта в паре нажимной винт 4 - гайка 5. В момент захвата раската валками датчик 15 наличия металла в валках дает сигнал на вход управляемого запорного клапана 13, который при этом открывается и масло, перетекая через дроссель 12, заполняет полость гидроцилиндра 7, т. е. давление в гидроцилиндрах 6 п гидроцилиндре 7 выравнивается. Диаметры гидроцилиндров 6 и 7 подобраны таким образом, чтобы объемы жидкости (масла), перемещаемые между этими гидроцилиндрами, были равны между собой. В этом случае отпадает необходимость в расходе масла из питающей магистрали 11 при перемещениях валка 1. Усилие разгрузки, возникающее в гидроцилиндре 7, передается через плунжер 8 на нажимной винт 4, это усилие действует вниз, т. е. в сторону, противоположную действию усилий прокатки и уравновешивания веса валка с подушками, поэтому в процессе прокатки происходит частичная разгрузка пары «нажимной винт 4 -- гайка 5 на величину, равную усилию уравновешивания. В момент выхода металла из валков датчик 15 дает сигнал на входы управляемого запорного клапана 13 и управляемого сливного клапана 18, при этом запорный клапан 13 закрывается, отсекая полость гидроцидиндра 7 от питающей магистрали 11, а сливной клапан 18
открывается, обеспечивая тем самым сброс давления в полости гидроцилиндра 7. По достижению в полости гидроцилиндра 7 устанавливаемого предварительно остаточного давления (10-20 кг/см) датчик давс ления 14 дает сигнал, на закрытие сливного клапана 18. Устройство готово к прокатке следующей полосы.
Сброс давления в полости гидроцилиндра 7 после выхода полосы из клети осуществляется для того, чтобы в момент входа
0 в клеть следующей полосы во -избежании динамической нагрузки в паре «нажимной винт-гайка были Выбраны люфты, ТЕК как на нажимной винт действует только усилие уравновешивания от гидроцилиндров 6.
, При необходимости изменения межвалкового зазора винтовой нажимной механизм 3 вращает нажимной винт 4 и перемещает подушки 2 с валками и тягами 20 в нужном направлении, при этом блок. 16 дает один сигнал на вход управляемого запорного
0 клапана 13, который при этом открывается, и второй сигнал на вход управляемого сливного клапана 18, который при этом закрывается. В этом случае реализуется безрасходная гидравлическая схема уравновешивания валков, поскольку масло свободно перетекает из объемов гидроцилиндров 6 в равные объемы гидроцилиндров 7. Необходимость подпитки больших объемов масла из питающей системы 11 отпадает.
Применение предлагаемого устройства
Q в прокатном стане типа 3000 позволяет повысить надежность устройства, увеличить долговечность работы винтового нажимного механизма и сократись простои оборудования на ремонт.
При годовом производстве на стане
5 3000 около 2000000 т проката годовой экономический эффект достигает 60000 р. Изобретение может быть испо.льзовано при конструировании прокатных клёшей дуо, кварто и шестивалковых преимущественно с боль шими перемещениями валков.
Устройство может быть применено как на действующих так и на вновь проектируемых листовых станах горячей и холодной прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство уравновешивания валков прокатного стана | 1981 |
|
SU954126A1 |
| Гидравлическое нажимное устройство | 1980 |
|
SU937068A1 |
| Устройство для регулирования раствораи пРОфиля ВАлКОВ лиСТОпРОКАТНОгОСТАНА | 1978 |
|
SU806183A1 |
| Устройство для уравновешивания валков прокатного стана | 1987 |
|
SU1431883A1 |
| Гидравлическое нажимное устройство прокатного стана | 1981 |
|
SU997873A2 |
| МЕХАНИЗМ УСТАНОВКИ ВЕРХНЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2296637C1 |
| Устройство для установки межвалкового зазора прокатной клети | 1981 |
|
SU1002061A2 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Устройство для регулирования раствора и профиля валков листопрокатного стана | 1981 |
|
SU1014615A1 |
| Механизм установки верхнего валка прокатной клети | 1987 |
|
SU1458041A1 |
УСТРОЙСТВО УРАВНОВЕШИВАНИЯ ВАЛКОВ ПРОКАТНОГО СТАНА, включаюшее расположенный на станине винтовой нажимной механизм с приводом и блоком управления, гидроцилиндры, сопряженные с подушками валков и гидравлически соединенные с гидроцилиндрами разгрузки, сопряженными с нажимными виитами, и питающую систему, соединенную с указанными гидроцилиндрами, отличающееся тем, что, с целью повышения надежности устройства и увеличения срока службы работы винтового нажимного механизма путем разгрузки пары «нажимной винт-гайка, оно снабжено датчиком наличия металла в валках, а на гидромагистрали, соединяющей гидроцилкндрь разгрузки с гидроцилиндрами, сопряженными с подушками валков, установлены управляемый запорный клапан, управляемый сливной клапан и датчик давления, установленный между гидроцилиндрами разгрузки и управляемым запорным клапаном, причем электрический вход управляемого запорного клапана соединен с выходами блока управления винто вого нажимного механизма и датчика наличия металла в валках, а электрический вход управляемого сливного клапана соединен соответственно с выходами блока управления винтового нажимного механизма, датчика наличия металла в валках и датчика давления. 00 4 tc ел 1с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 0 |
|
SU201297A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство уравновешивания валков прокатного стана | 1981 |
|
SU954126A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
