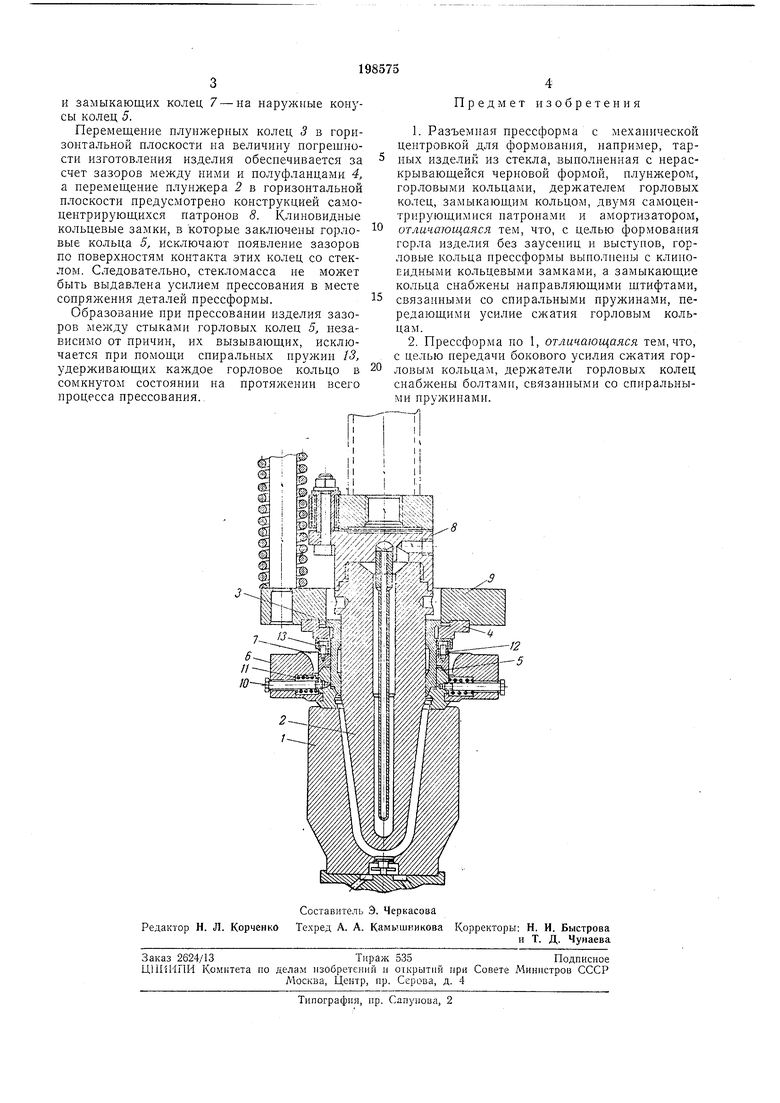
Известны разъемные нрессформы с механической центровкой для формования, например, тарных изделий из стекла, выиолиенные с нераскрывающейся черновой формой, плунжером, горловыми кольцами, дерн ;ателем горловых колец, замыкающим кольцом, двумя самоцентрирующимися патронами и амортизатором. Предлагаемая ирессформа в отличие от известных иозволяет формовать горло изделия без заусениц и выстуиов. Достигается это тем, что горловые кольца прессформы выполнены с клииовидными кольцевыми замками, а замыкающие кольца снабжены нанравляющими щтифтами, связанными со спиральными пружинами, передающими усилия сжатия горловым кольцам. Кроме того, держатели горловых колец могут быть снабжены болтами, связанными со спиральными пружинами. Это обеспечит передачу бокового усилия сжатия горловым кольцам. На чертеже изображена предлагаемая разъемная прессформа. Она содержит нераскрывающуюся черновую форму /, плунжер 2, плунжерные кольца 3, два полуфланца 4 плунжерных колец, два раскрывающихся горловых кольца 5, держатель 6 горловых колец, замыкающие кольца 7, два самоцентрующихся патрона 5 и амортизаторы 9. Горловые кольца 5 выполнены с клиновидными кольцевыми замками, а держатель 6 горловых колец снабжен болтами 10, связапиыми со спиральными пружииами //. Замыкающие кольца 7 снабжены направляющими штифтами 12, связаипыми со спиральными пружинами 13, которые передают усилие сжатия горловым кольцам 5. Формование изделий происходит следующим образом. Черновая форма 1, устанавливаясь на упор, подпирает снизу горловые кольца 5 без зазора их контактирующими поверхностями. К этому моменту горловые кольца сомкнуты по своим стыкам. Замыкающие кольца 7 внутренними коиусами садятся иа наружиые конусы горловых колец 5, исключая возможиость образоваиия зазора между их стыками. Затем оиускаются плунжерные кольца 3, иричем их наружиые конусы садятся на внутренние конусные поверхности горловых колец 5. После этого плунжер 2, двигаясь вниз, выпрессовывает из каждой капли стекломассы заготовку изделия в виде мешочка, горло которого получает при этом окончательную конфигурацию и размеры. Правнльная центровка деталей прессформы относительно оси плунжера 2 достигается иосадкой плуижерных колец 3 на внутренние конусы горловых колец 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессующее устройство стеклоформующей машины | 1985 |
|
SU1276632A2 |
| Прессующее устройство стеклоформующей машины | 1982 |
|
SU1090666A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| ПРЕССУЮЩЕЕ УСТРОЙСТВО ПРЕССОВЫДУВНОИ СТЛКЛОФОРМУЮЩЕЙ МАШИНЫ | 1972 |
|
SU329139A1 |
| ПОВОРОТНАЯ ГОЛОВКА | 2008 |
|
RU2384411C1 |
| АМОРТИЗАТОР СТЕКЛОФОРМУЮЩЕГО АВТОМАТА | 1969 |
|
SU254728A1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛ51 ВЫРАБОТКИ СТЕКЛОТАРЫ | 1970 |
|
SU269436A1 |
