Известные устройства для надевания резиновой трубки на дорн, включающие электропривод и ленточный транспортер, не обеспечивают автоматизацию процесса, так как трубки и дорны подаются на устройство вручную.
Предлагаемое устройство, с целью автоматизации процесса, содержит механизм подачи трубок, выполненный в виде двух вращающихся бесконечных лент с профилированными колодками, подающими трубку с помощью вращающегося ролика на дорн, а также механизм подачи дорнов, выполненный в виде закрепленного на валу редуктора ротора с подпружиненными зажимами, удерживающими консольно дорны, подаваемые из питающего бункера штоком пневмоцилиндра.
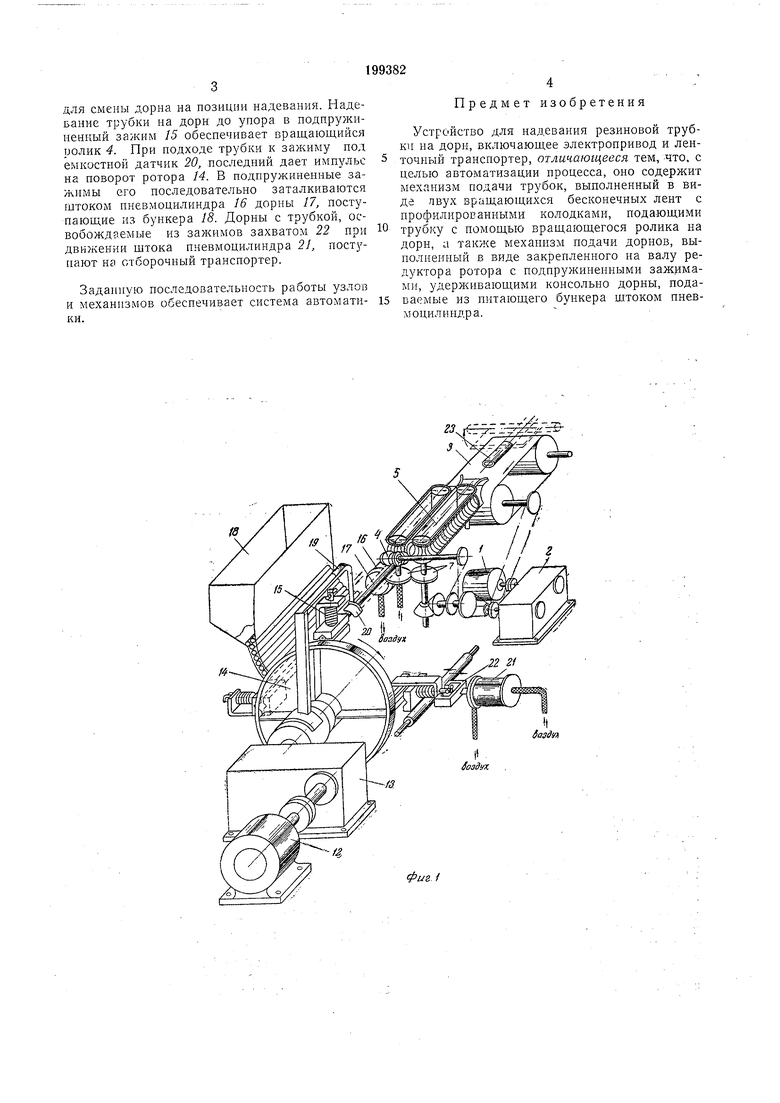
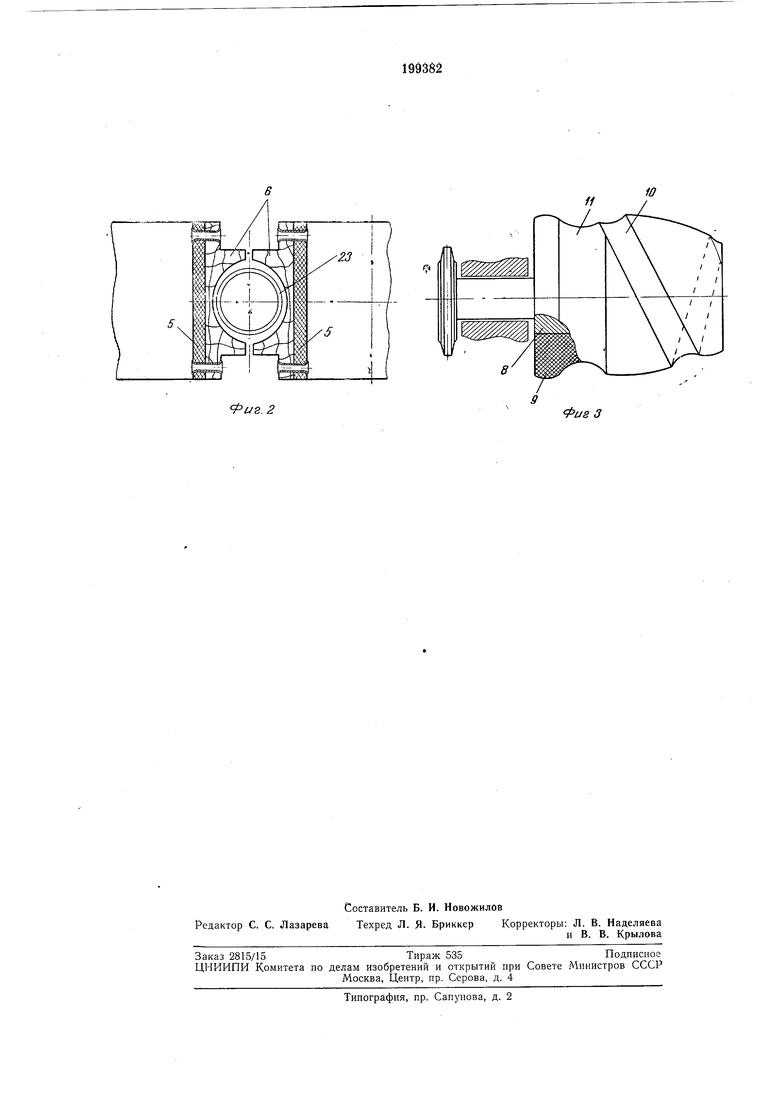
На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез механизма подачи трубок; на фиг. 3 - ролик.
Механизм подачи трубок включает смонтированные на раме (на чертеже не показана) электропривод / с редуктором 2 для привода во вращение ленточного транспортера 3, ролика 4, закрепленного в опорах рамы, и двух бесконечных лент 5 с профилированными колодками 6. Валы приводных барабанов бесконечных лент находятся в зацеплении друг с другом с помощью щестерен 7.
переходящей ь кольцевую 11 с рифленой поверхностью для лучшего сцепления с трубкой.
Механизм подачи дорнов включает электропривод 12 с редуктором 13 для поворота ротора 14, закрепленного на валу редуктора и снабженного подпружиненными зажимами 15. В зажимы шток пневмоцилиндра 16 заталкивает дорны 17, поступающие из бункера 18. На кронштейне 19 закреплен емкостной датчик 20. Он расположен над консольно удер.живаемым в зажиме дорном и управляет включе тием и выключением электромагнитной муфты мальтийского механизма редуктора. Шток пневмоцилиндра 21, смонтированного на раме, снабжен захватом 22.
Устройство работает следующим образом.
Шприцованная и разрезанная на заготовки определенной длины трубка 23 непрерывно поступает на ленточный транспортер 3. При включении электроприводов 1 и 12 трубку охватывают профилированные колодки 6, придающие ей первоначальную цилиндриче1,кую форму и направляющие ее на дорн. Виатовая 10 и кольцевая // канавки ориентируют опирающийся на ролик 4 конец дорна 17 по оси трубки 23. Так как скорость вращения бесконечных лент 5 в несколько раз больше скорости шприцевания трубок, создается интервал между заготовками, необходимый
для смены дорна на позиции надевания. Надевание трубки на дорн до упора в подпружииениый зажим 15 обеспечивает враш,ающийся ролик 4. При подходе трубки к зажиму под емкостной датчик 20, последний дает импульс на поворот ротора 14. В подпружиненные зажимы его последовательно заталкиваются штоком пневмоцилиндра 16 дорны 17, поступающие из бупкера 18. Дорны с трубкой, освобождаемые из зажимов захватом 22 при движении штока пневмоцилиндра 21, постуиают на отборочный транспортер.
Заданную последовательность работы узлов и механизмов обеспечивает система автоматики.
4 Предмет изобретения
Устройство для надевания резиновой трубки на дори, включающее электропривод и ленточный транспортер, отличающееся тем, что, с целью автоматизации процесса, оно содержит механизм подачи трубок, выполненный в виде лвух вращающихся бесконечных лент с профилированными колодками, подающими трубку с помощью вращающегося ролика на дорн, а также механизм подачи дорнов, выполненный в виде закрепленного на валу редуктора ротора с подпружиненными зажимами, удерживающими консольио дорны, подаваемые из питающего бункера щтоком пневмоцилиндра.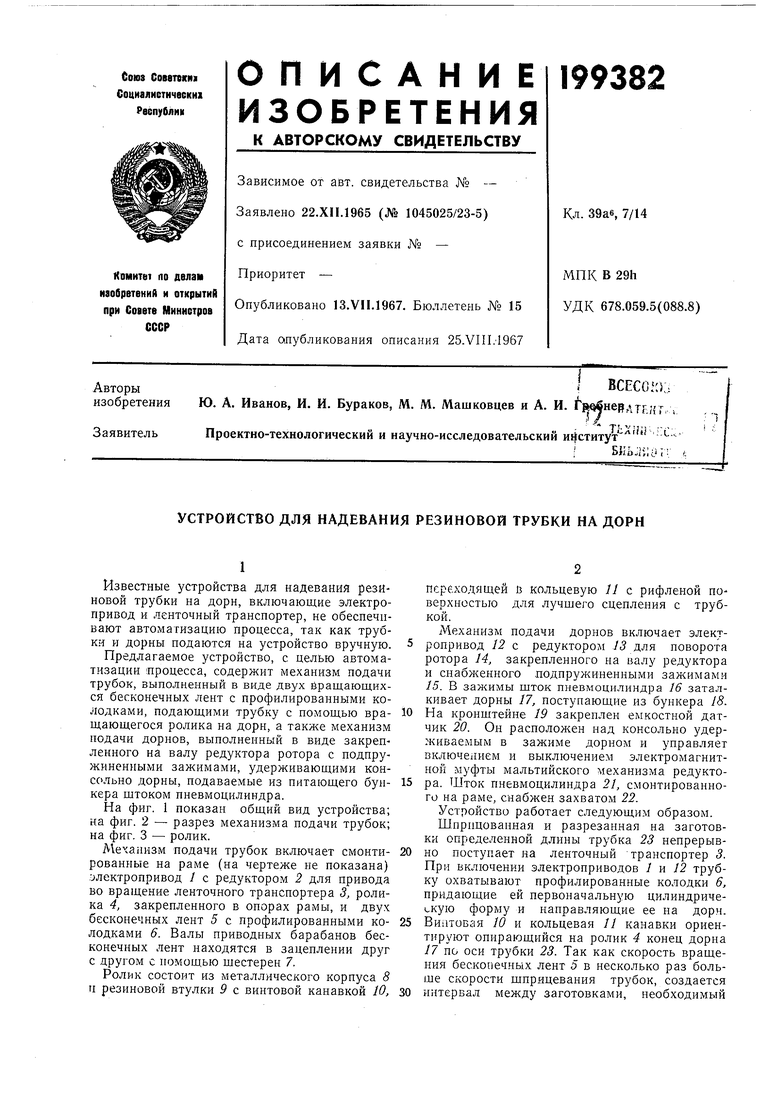
f3
It ioydifH
Фиг f
.2
Фие 3
